自作の CNCプラズマ機です

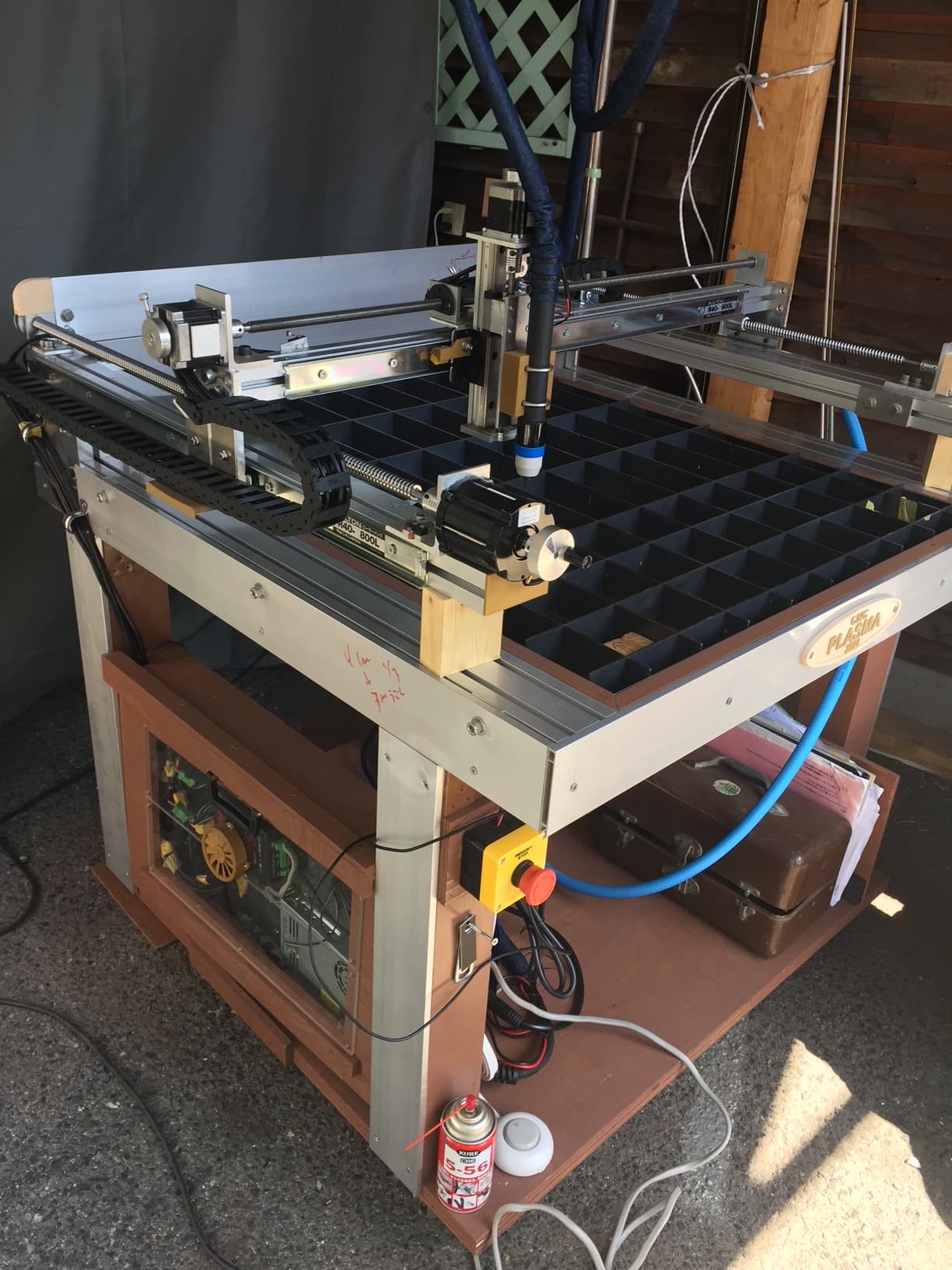
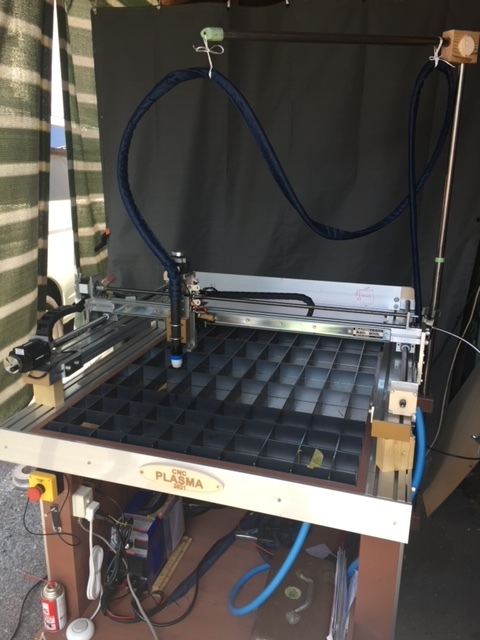

コントロ-ラ-の差込は わかりますが トーチ周りの 配線が分かりません
スクリ-ンショット 163123
の場所が分かりません よろしくお願いします
たよりにしています すいません
こんにちは。
私もプラズマカッターを作りたいので完成を楽しみに見させてもらっています。
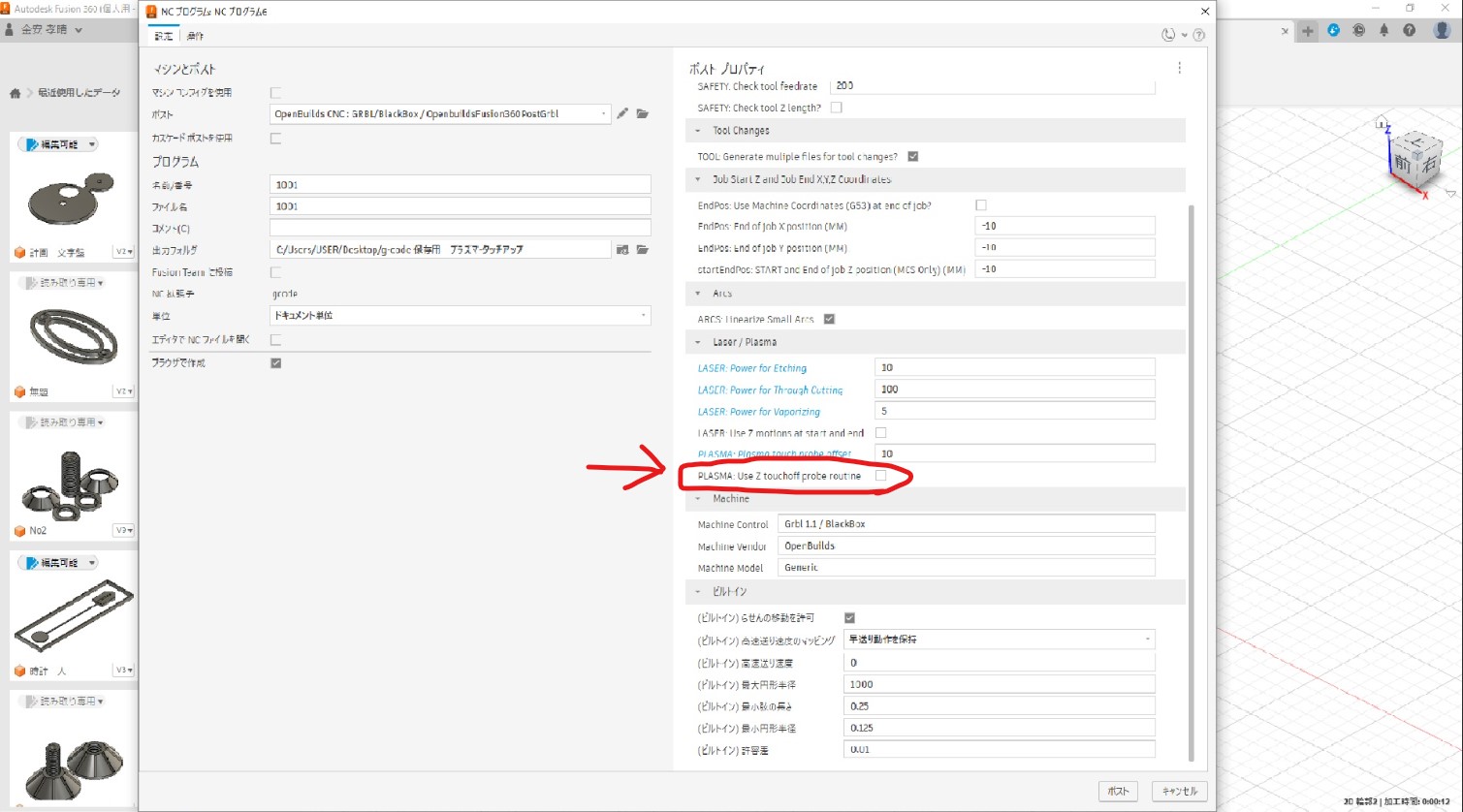
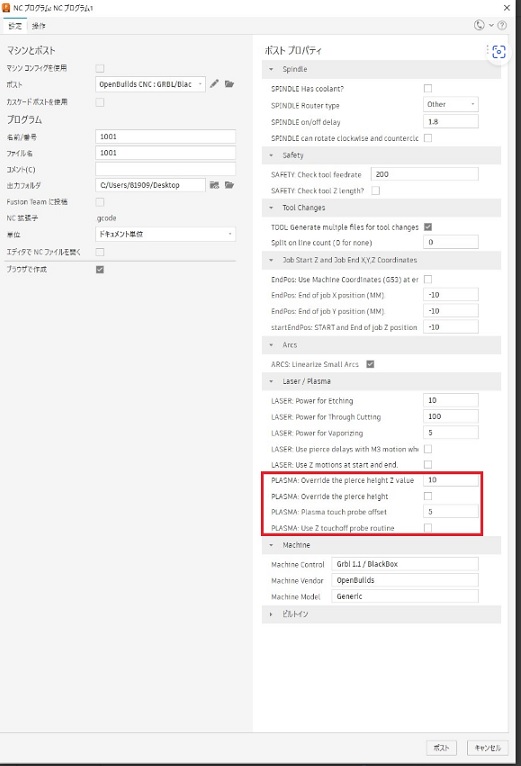
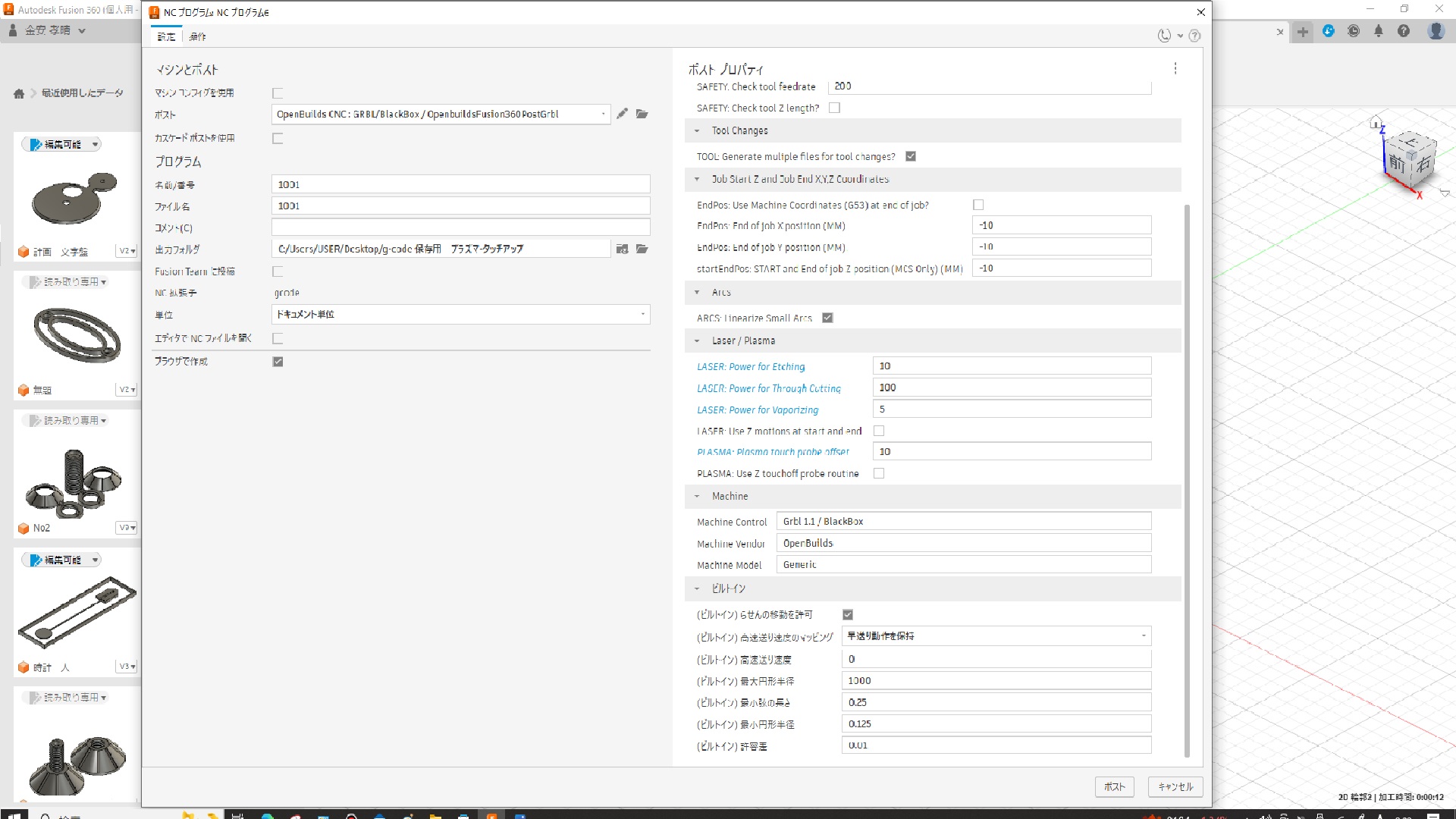
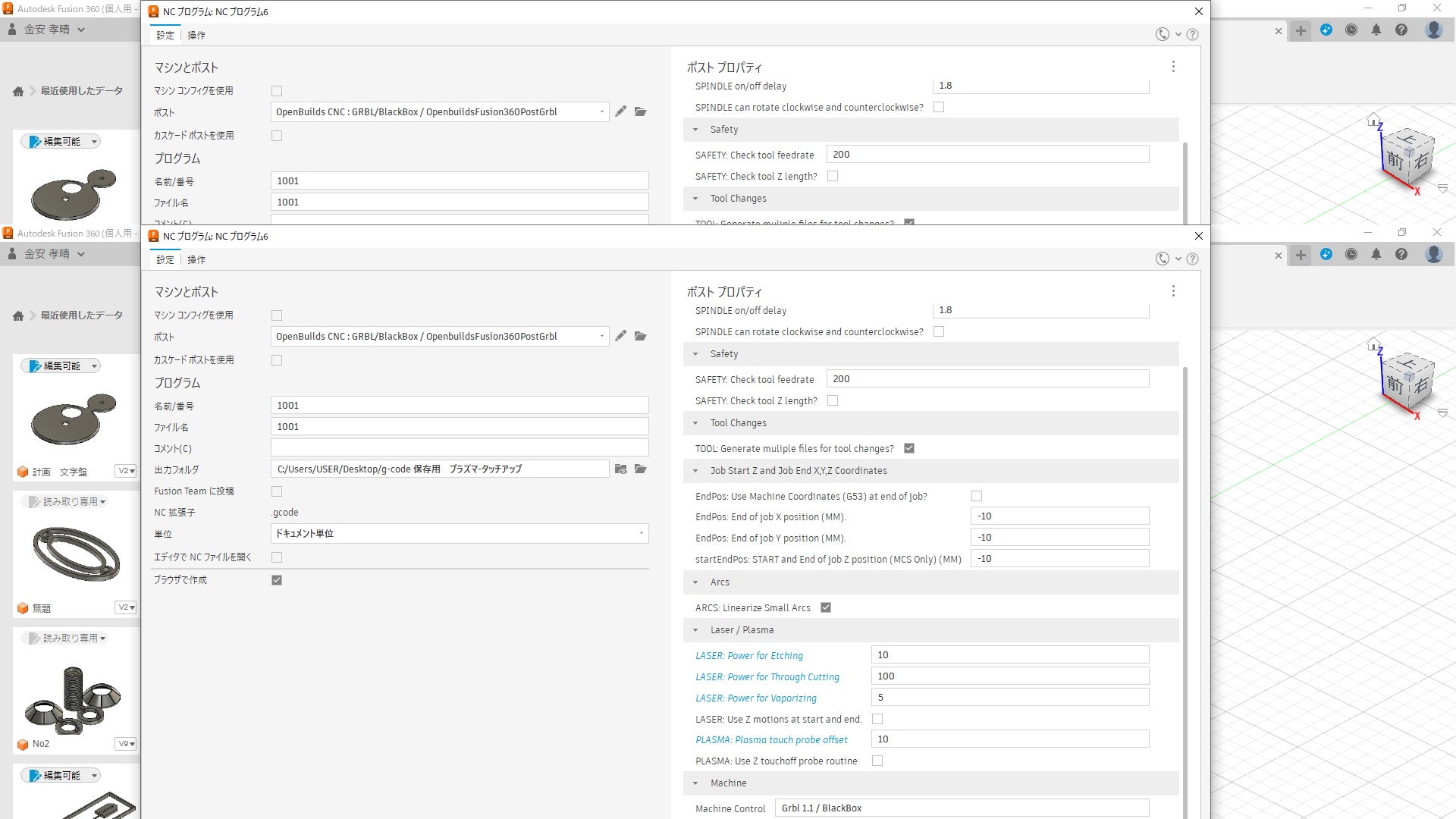
こちらでもポストプロセッサを入れてみたら、少し下の方に「Zタッチオフプローブルーチンを使用する」らしきオプションがありました。(Laser/PlasmaのUse Z touchoff probe routine)
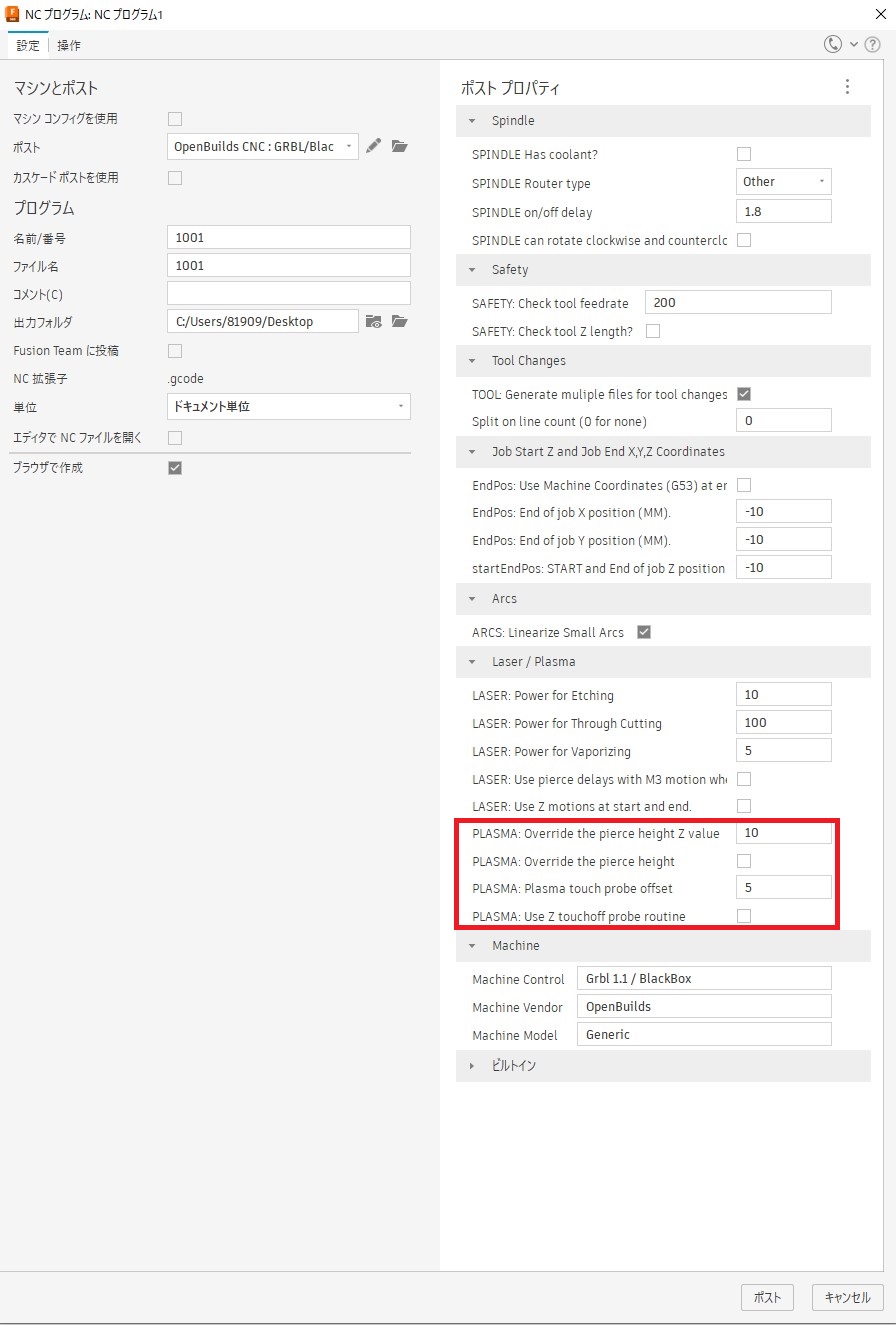
これのことでしょうか
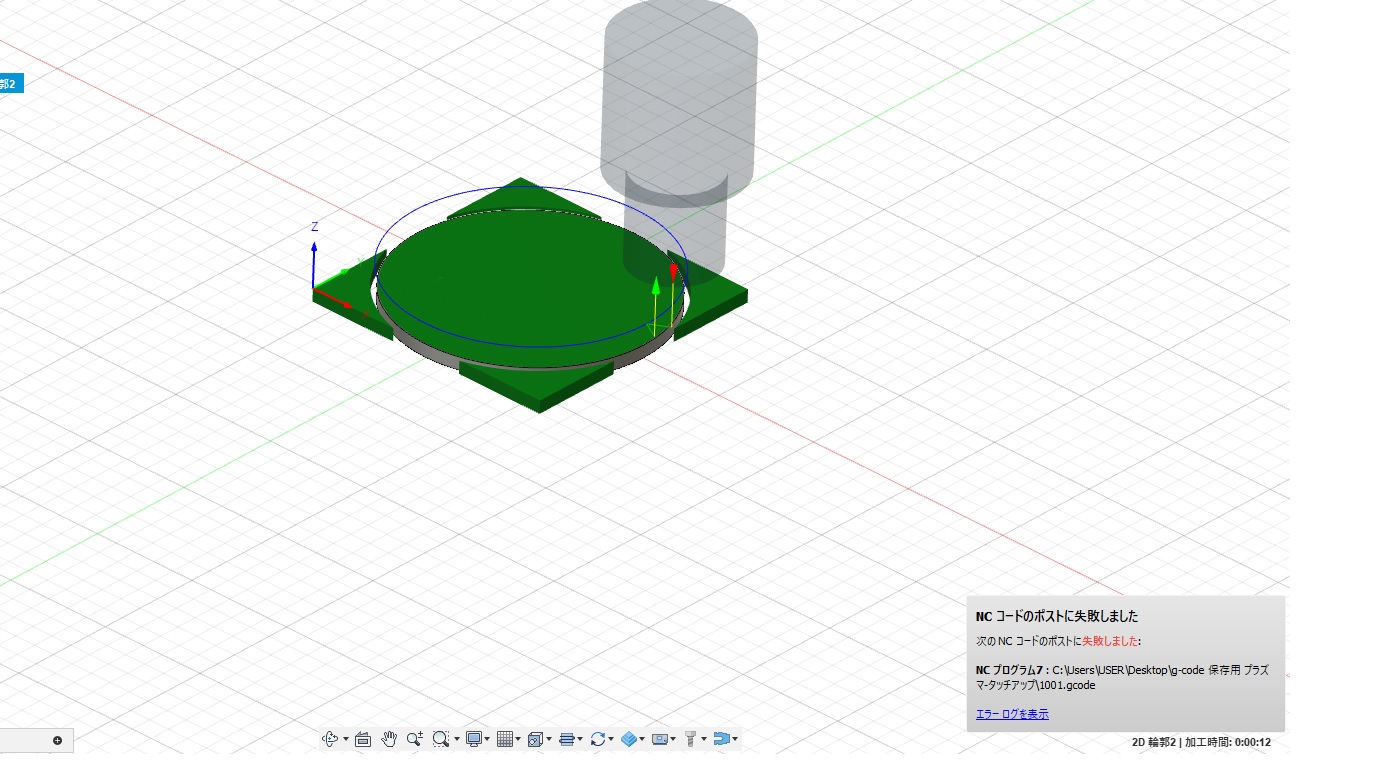
オプションにチェックを入れて出力したらエラーになりました。
エラーの内容は
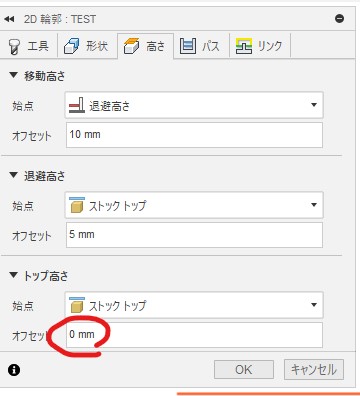
Error: TOPHEIGHT MUST BE GREATER THAN 0
Error at line: 882
Error in operation: ‘2D 輪郭6’
Failed while processing onSection() for record 276.
###############################################################################Error: Failed to invoke function ‘onSection’.
Error: Failed to invoke ‘onSection’ in the post configuration.
Error: Failed to execute configuration.
Stop time: Sunday, October 22, 2023 10:09:54 AM
Post processing failed.
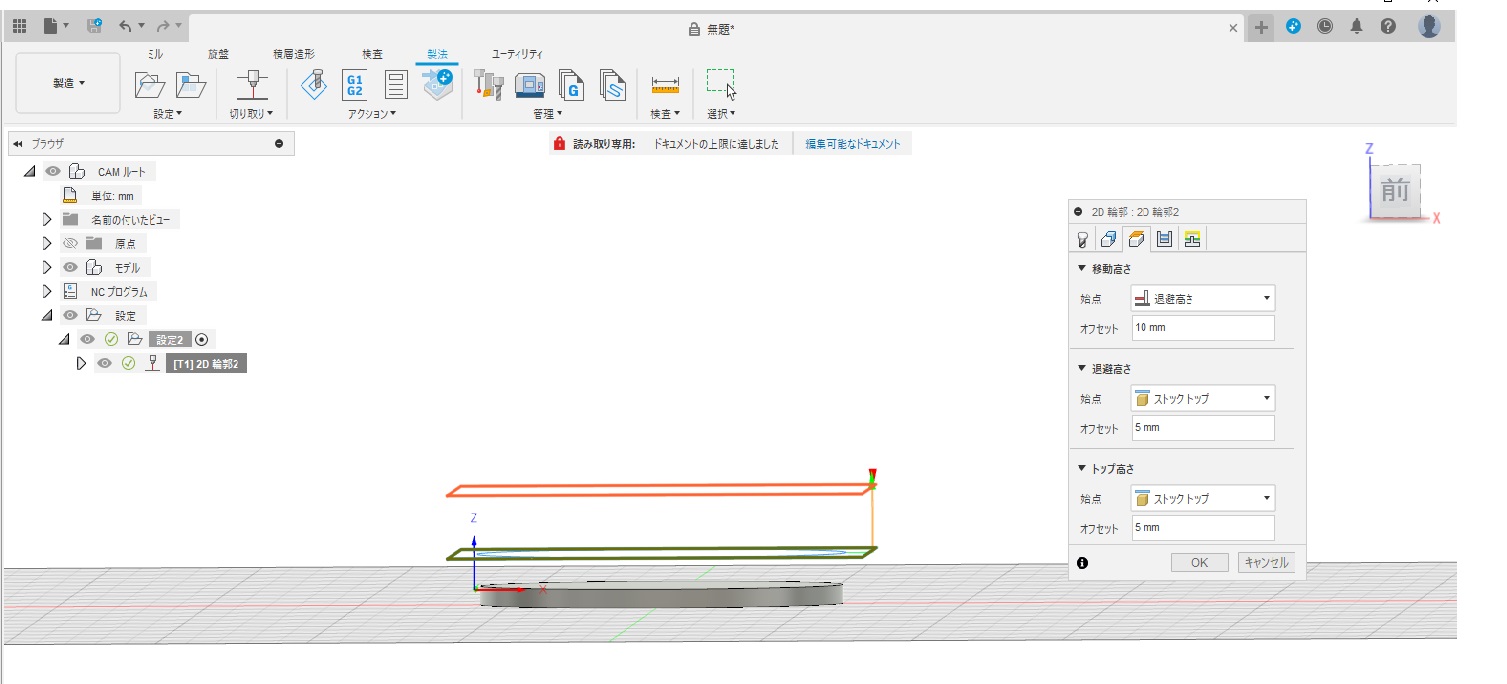
で、よくわかりませんが何かを0以上にしないといけないようです。
高さ設定のトップ高さが0なのを5 とかにすると出力できました。
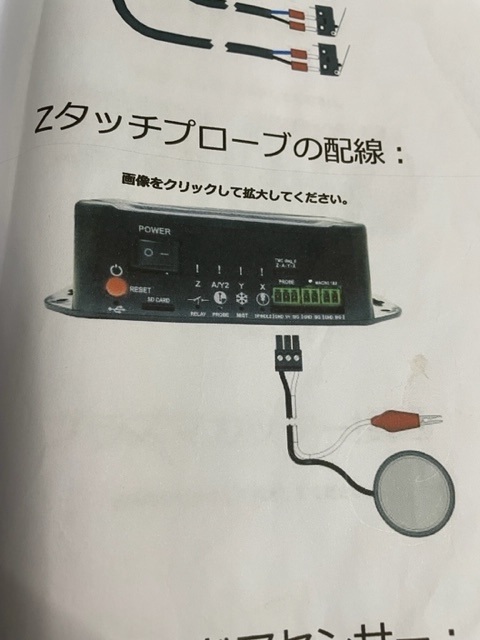
以下の図のように配線してはどうでしょうか。
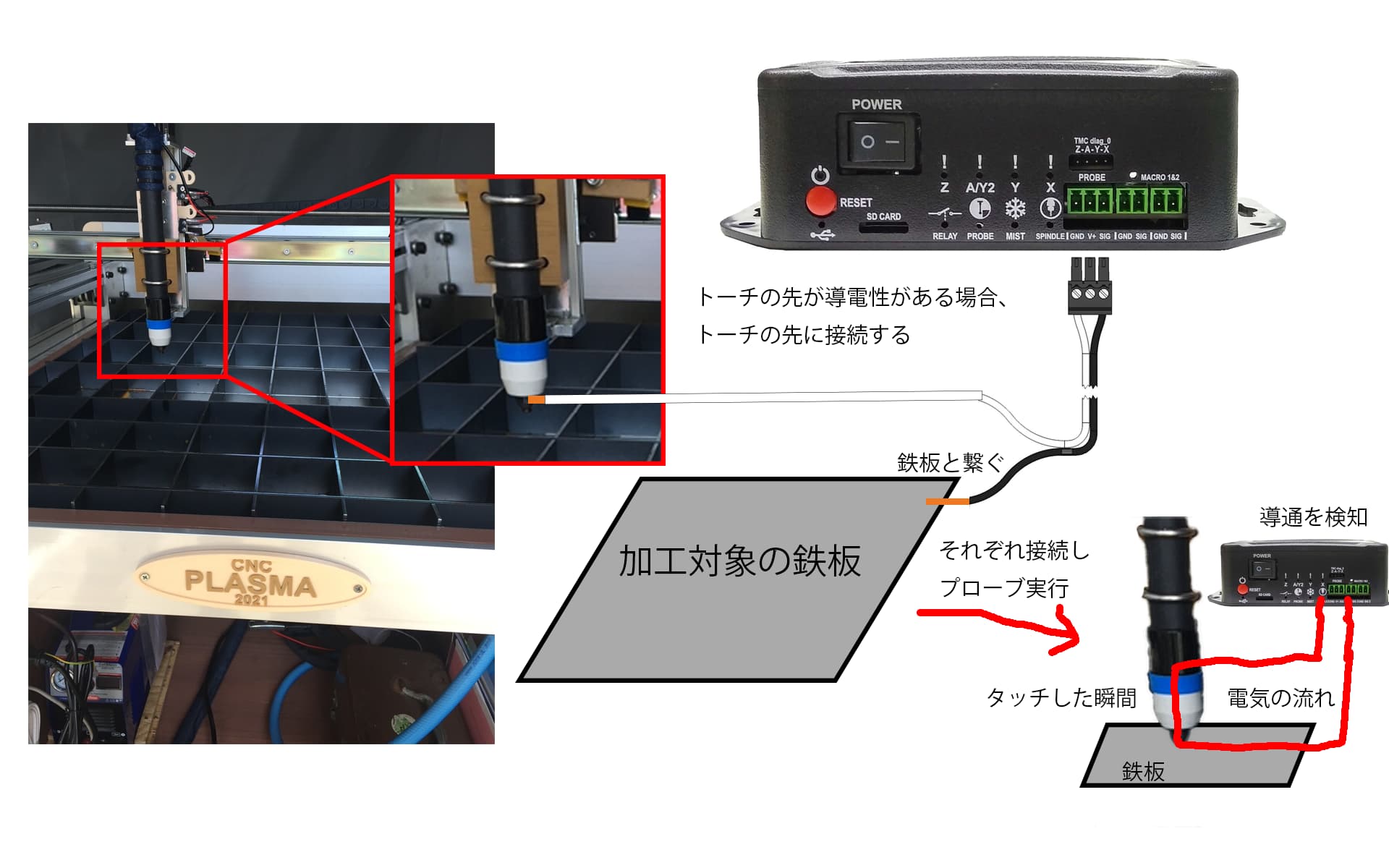
トーチの先と鉄板が当たったときに電気的に導通していればプローブとして使えるので、まずトーチの先の鉄板と当たる部分に電気が流れるのかをテスターの導通テスト等で確認して以下を行うと良いかと思います。
- トーチの先に電気が流れないようであれば、
- トーチ先端を少し削って地金を出す
- トーチの先と同じ高さ、トーチの先の近くまで金属棒などを伸ばし固定してプローブ専用棒とする
- トーチ先に電気が流れるのであれば、トーチ先と電気的に繋がっている部分を探してCNCxPROから繋がる端子を接続する。(トーチ先に直接端子を接続するのは難しいと思うので)
使っているプラズマカッターについて少し見てみましたが、加工対象物に+の電極のクリップをつなげるようですね。
また、プラズマカッターの仕組みについても少し調べてみましたがアーク溶接の様に加工対象物側にも電流が流れる仕組みのようなので、CNCxPRO側に電流が流れていかないようにする必要がありそうです。(もしCNCxPRO側に電流が流れたらCNCxPROが壊れるかと思います。)
https://www-it.jwes.or.jp/qa/details.jsp?pg_no=0070110060
もしCNCxPRO側かプラズマカッターが電気回路的に独立しているのであれば、問題はないかもとは思うのですが、このへんはどうなるのかわかりません。
安全のためにはプラズマカット中はリレーを使ってプローブの回路を電気的に切断するということが必要かもしれません。
少し調べたところ、他の事例でもトーチが導通していないときだけプローブの回路が繋がるようにしているようでした。
なので、トーチオンオフの経路上にリレーを噛ませてNCの部分にプローブ用の回路が通るようにし、トーチオンの時はプローブの回路切断、トーチオフの時はプローブ回路が繋がるといった工夫が必要になるかと思います。
こんにちは 色々アドバイス ありがとう
私も 歳で 74才で CNCに目覚めました
今回の プラズマも そのひとつです
まず Zタッチプロ-ブの件を メ-ルしました
読んでください
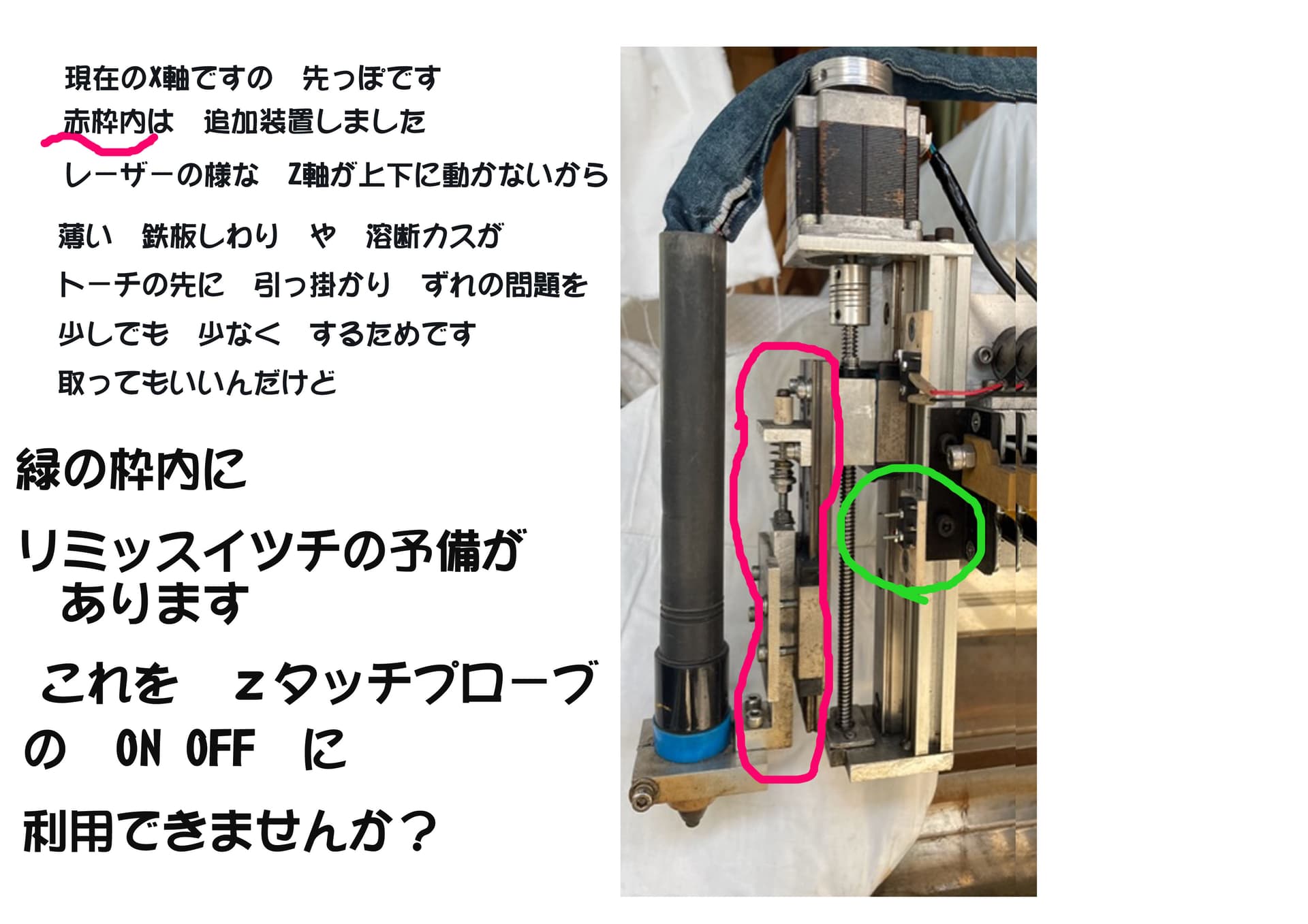
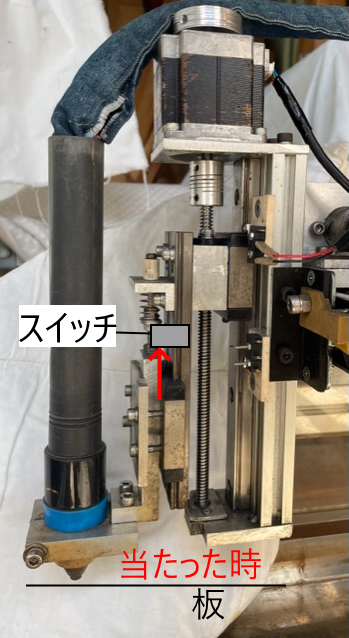
赤枠の部分はバネですかね?
プローブする際に沈み込んでしまって検出の高さが大きくズレるなら取ったほうがいいでしょうが、そうでないなら取らなくても良いかと思います。
これは実際にプローブをする前に手動操作でZを動かしてみて設置したスイッチが押されるときのバネの様子を見てみると良いかと思います。
リミットスイッチを使ってZのプローブにできないかという話ですが、結論から言うと可能です。
トーチ先の代わりにスイッチで鉄板表面を押してやれば良いかと。
ただし、少し制約があります。
- XY方向においてスイッチはトーチ先にできるだけ寄せる。(トーチ先のZ高さを測定したいため)
- できればトーチ先と同じ座標がベストだが、アームのような機構でスイッチを展開格納できないと実現は難しい。
- トーチ先からずれた位置にスイッチがあっても、プローブ測定時にスイッチとトーチの先のズレ分だけ座標をずらしてプローブすれば良いが、たぶんポストにはそういうオプションないと思う。ポストのカスタムが必要
- 多少の誤差を無視するならトーチの先からずれた位置にスイッチを置いてそのままプローブしてもOK。これが一番簡単。
- Z方向においてトーチの先と同じ程度の高さで、プローブ時に工作物にトーチ先が干渉せず、加工時に工作物に干渉しない高さにスイッチを置く
また、一番簡単なスイッチをトーチ先から少しずれた位置に設置し、ズレは無視するという方法を採用したとしても、鉄板の加工状況と配置次第ではスイッチが加工済みの穴に落ちてしまい測定ができなくなるという可能性があります。
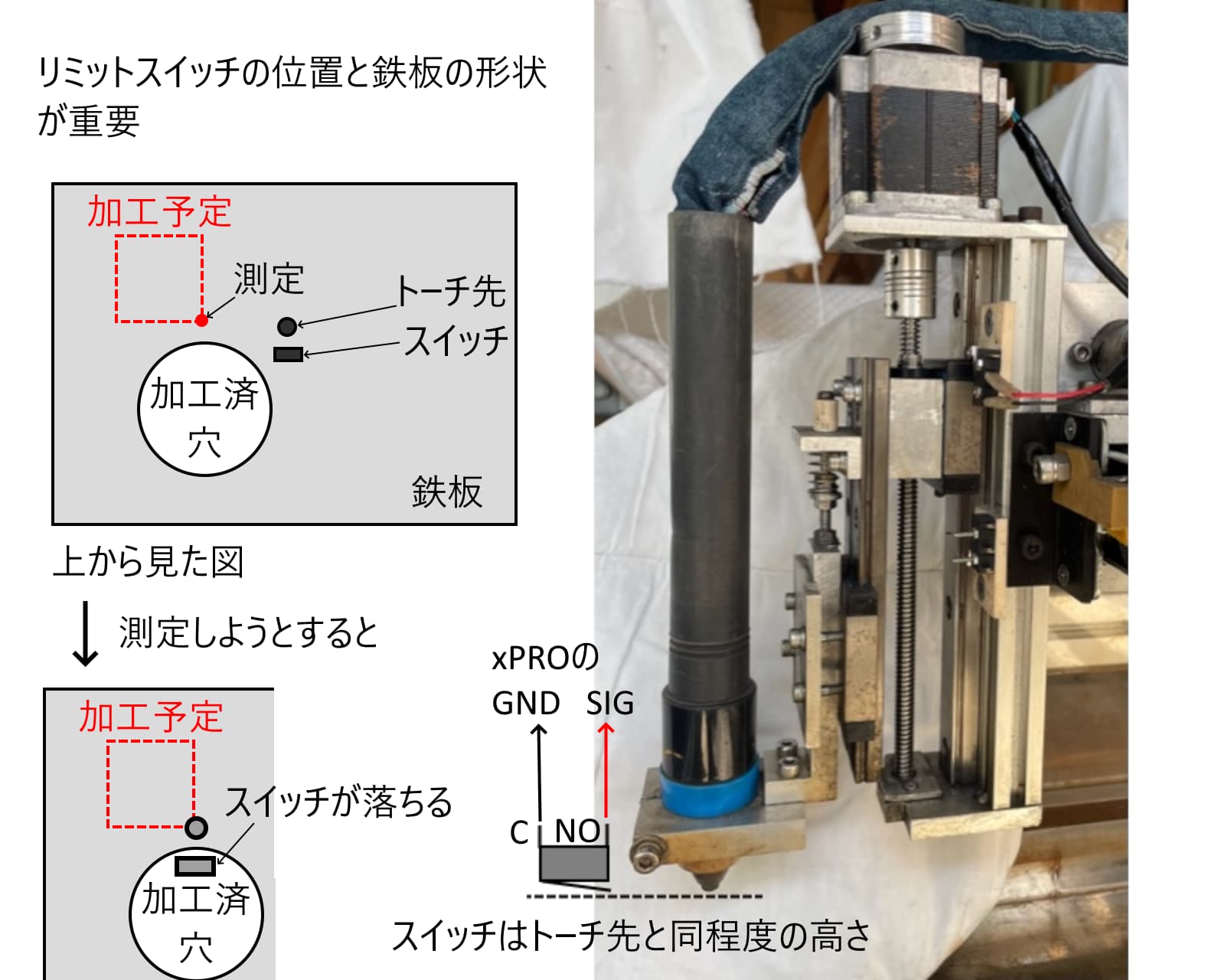
とりあえず試してみる分には簡単でスイッチをCNCxPROのProbe端子のGNDとSIGにつないでトーチ先近くに固定するだけなので、とりあえず試してみてはどうでしょうか。
追記:
鉄板にトーチ先が当たったときにバネで機構が動くのであれば、その動くときにスイッチが入るようにしてもいいかもしれませんね
おはよう ございます
アドバイスを 理解して 一つずつ やります
まず 近日中に z軸タッチプロ-グを 完成させます
別件の
ポストプロセッサの件 ですが nyaruさんの 赤四角枠が 私には ありません
ごめん Gym さん のアドバイスでした