Xpurov5 に X軸y軸X軸を配線をして ピッチに合わせて パタメーター$100 $101を設定変更して うまく 出来ました
CNCプラズマ切断機に使用するので プラズマの配線にはいります 先日 CUT60pを購入しました(非接触タイプ)
Amazon | プラズマ切断機 エアープラズマ切断機 プラズマカッター 鉄 銅 ステンレス アルミ 15-25mm中厚板可断 非接触式トーチ 可断 家庭用 工業用 溶断機専門家 (100/200V CUT60P) | プラズマ切断機
パラメーターなど 注意点がありますか?
こんにちは
プラズマ加工機は作ったことがなく詳しくないため一般的な回答ですが、ただXYを動かすだけであればパラメータに関しては特に問題はないかと思います。
加工の段階になり、加速を緩やかにしたいなどあれば以下のパラメータの変更が必要になるかもしれません。
またgrbl1.1からはレーザーモードがあり、もしかしたら使用できるかもしれません。($32)
主軸回転に合わせてリレーをオンオフする場合は以下のように設定するようです。
$Spindle/Type=RELAY
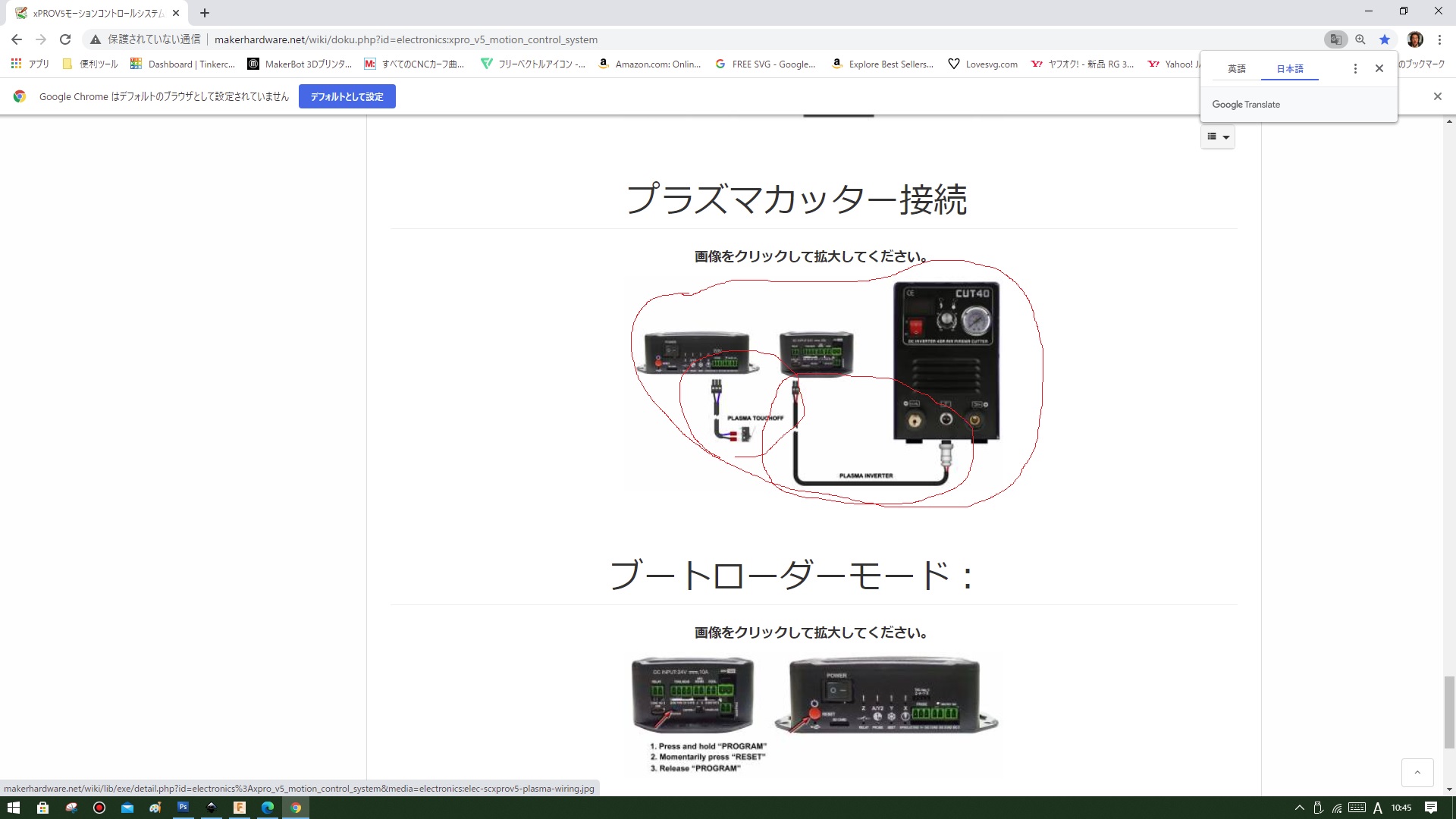
自作のCNCpプラズマ接断機を作りました コントロ-ラはXPro-V5desu X Y Z 三軸です トーチが動く範囲は 720㎜ 620mm fusion360でデザイン 製造 切断 から入ります 今は Z軸がうごかない レ-ザ-の動きをします うまく切れなすが 希望はz軸を動かしたいです よくユーチュ-ブで見ますが ト-チが下がり 鉄板すれすれの所で ト-チが上り 一定で止まり ト-チから プラズマが発射 切断が始まる こんな 一連の流れえを 希望します 情報をお願いします!!!
自作のCNCpプラズマ接断機を作りました コントロ-ラはXPro-V5desu X Y Z 三軸です トーチが動く範囲は 720㎜ 620mm fusion360でデザイン 製造 切断 から入ります 今は Z軸がうごかない レ-ザ-の動きをします うまく切れなすが 希望はz軸を動かしたいです よくユーチュ-ブで見ますが ト-チが下がり 鉄板すれすれの所で ト-チが上り 一定で止まり ト-チから プラズマが発射 切断が始まる こんな 一連の流れえを 希望します 情報をお願いします!!!

色々 やり方を 知れべましたが わかりません 宜しくお願いします
こんにちは。
CNCプラズマカッターでZ軸を動かす動作をしたいということですね。
動画を見ていると板表面をタッチして動作しているので、おそらくZプローブの機能を利用して板表面の高さを検知しているのかと思います。
Zプローブは再現方法はいくつかあると思いますが、原理的にはCNCxPRO v5のプローブピンとGNDピンの導通を見ているだけなので、プラズマカッターの先端が導電性のある材料であればそこにCNC xPROのプローブSIGピン側、材料側をプローブGNDピン側と繋いでやればよいかと思います。(場合によってはこれは逆が良いかもしれません。)
そうするとプローブ指令が送られたときに板とプラズマカッターの先端がタッチし、電気的に導通することでプローブがタッチされたと認識され板表面の高さが認識されるようになります。
Fusion360でこのZプローブを含めたZ上下の動作をさせるNCプログラムを作成するには、制御基板ファームウェアに合ったプラズマカッター専用のポストプロセッサ(Fusion360上の加工経路を制御基板用Gコードに変換するプログラム)が必要となります。
このポストプロセッサがない場合は自作するとかが必要になるわけですが、調べてみたらOpenbuildsが作ったポストプロセッサが合ったので、これが使えるかもしれません。
私はこのポストプロセッサを試したわけではないのですが、下記のプラズマ用の説明を見るにタッチプローブのルーチン用の設定とかがあるようなので、それを使うことでプラズマ用のNCプログラムを作れるのではないかと思います。
Fusion360のポストプロセッサの導入方法は下記等を確認してみてください。
https://www.autodesk.co.jp/support/technical/article/caas/sfdcarticles/sfdcarticles/JPN/How-to-add-a-Post-Processor-to-your-Personal-Posts-in-Fusion-360.html
ありがとう 気持ちが少し 安心しました
2022/1/24に Avalonから 有償サポ-トして頂きましたが 理解できないところが 多々あります
行きずまり 状態です
分けて考えないと理解できません nyaruさんのが いいです
1-コントロ-ラは どうするの
2-fusion360の ポストはどうするの
鉄板3mm厚を切断する トップ高さなど どうな数値をいれるか など
具体的に サポ-トしてくれたら うれしいですni
私はCNCプラズマカッターを作っているわけではないので、CNCプラズマカッター固有の具体的な使い方についてはアドバイスはできません。(なんとなくこうしたら行けるのではないか程度はアドバイスできますが、私も正解はわからないです。)
なので、そういった部分は1117さんが自身で試行錯誤するなど必要になるということはご理解ください。
これはCNCの軸移動操作をするハンドル的なものがないかという話であっていますか?
基本的にはPCのCNCjs等のソフトにて軸移動操作するというのが基本形となります。タブレットPC等を使うことでタッチが使えるのでより操作は容易になるかと思います。
またキーボードショートカットもあるので、キーボードで操作するという手もあるでしょう。
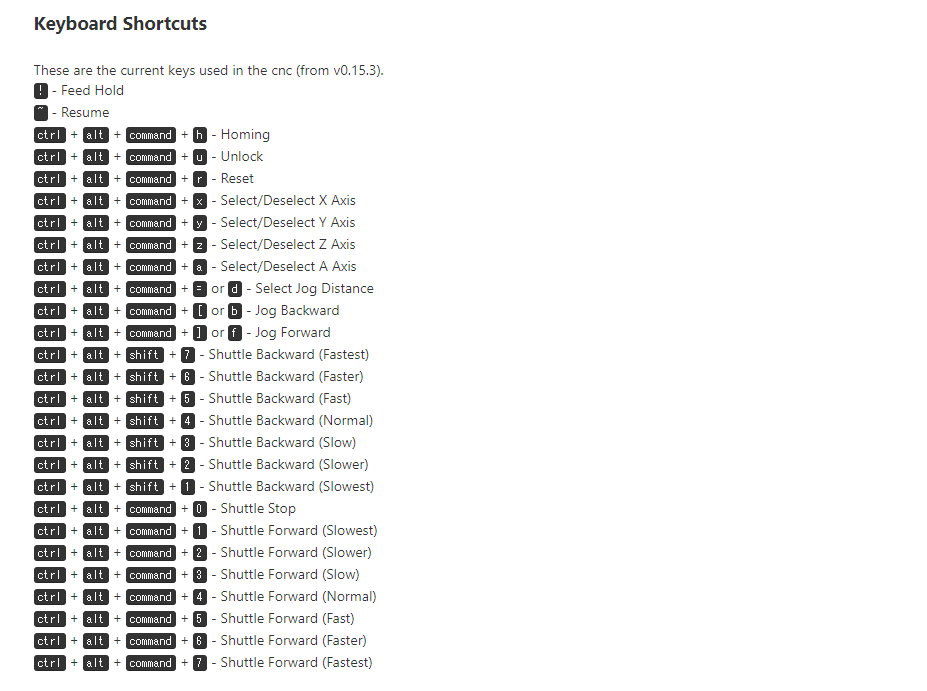
引用:User Guide | cncjs
難易度は上がりますが、CNCjsはジョイスティック、ペンダントなど外部デバイスによる操作も可能です。ただし、これらはコマンドプロンプト(黒い画面)での環境構築・設定操作が必要なため難易度は少々高いです。
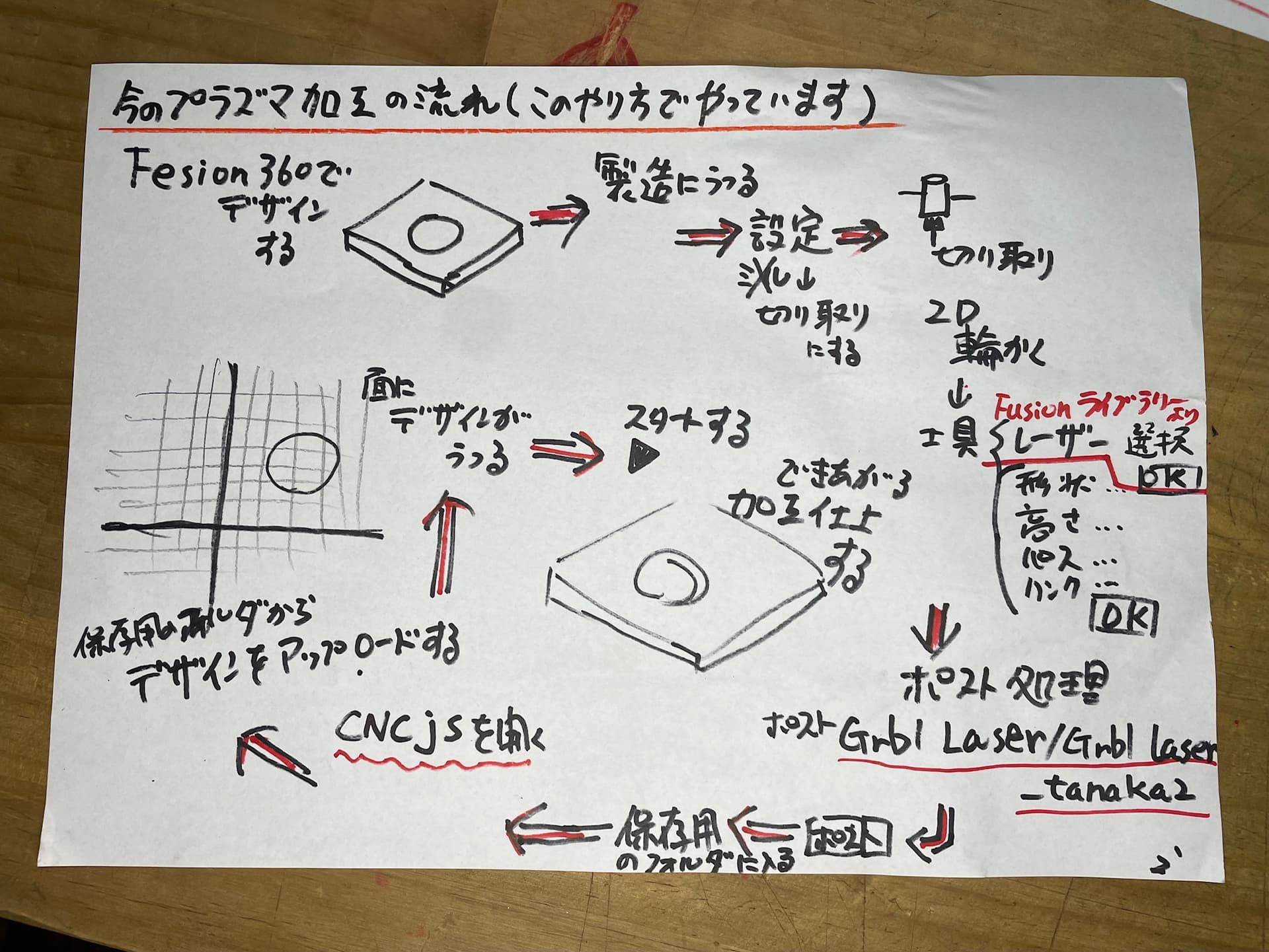
たぶんですが、以下のような手順になるかと思います。
- Fusion360のCADでモデル作成
- Fusion360のCAMで2D輪郭加工でパス生成
- 生成されたパスに対して下記ポストプロセッサ(ポスト)を使用しNCプログラムを生成
- CNCjsで作成したNCプログラムを送信
ポストプロセッサ関連は以下の内容(一つ前の投稿)を参照してみてください。
この辺はFusion360の使うポストだったり、使う環境や設定次第なので一概には言えないですが、
前述のOpenbuildsのポストのプラズマカッター用の説明には以下のように書かれています。
- Select a plasma tool and adjust the kerf width to suite your machine.
- Make sure that the stock is the same thickness as the model, make sure no stock is added on top of the material.
- On all operations select Top Height as ‘Stock Top’ and enter the cutting head height for normal cutting (like 0.8mm).
- On all operations set the Pierce Clearance under Linking, must be greater than the cutting height (like 1.5mm).
- Under Passes | Compensation Type select ‘In computer’.
3つ目にトップ高さをストックトップにして設定してと書いてあるので、もし前述のOpenbuildsポストを使う場合は、書いてあるように設定したら良いのではないかと思います。
ありがとうございます 後日 私の すべてを お知らせきます
こんにちは 現在 CNCプラズマ加工は Z軸がうごかない状態で 行っています 問題はありませんが 私の こだわりです よろしく お願いします
自作のCNCプラズマ機の 追加回線は Zタッチプロ-ブの配線をします CNCjsの コンソ-ルは 変更はありますか?
ポストは恩師に 作っていただきました
■ポストオプションで行うこと:
「Zタッチオフプローブルーチンを使用する」を「はい」に設定します
「プラズマタッチプローブオフセット」を、プローブが材料に接触する場所とプローブがトリガーする場所の差に設定します。
これは常にミリメートル単位です。
----- 元のメッセージ -----
From: “AvalonTechサポートチーム” support@avalontech.jp
宛先: “AvalonTechサポートチーム” support@avalontech.jp
Cc: “nonoko@sweet.ocn.ne.jp” nonoko@sweet.ocn.ne.jp, “AvalonTechサポートチーム” support@avalontech.jp
送信済み: 2022年01月24日 17:05
件名: Re: (問い合わせ番号 23)金安です金安様
お世話になります、AvalonTech株式会社の田中です。
お問合せいただきました動作はFusion360に標準で搭載されているポストでは実行することができません。
しかしプラズマ切断用のポストプロセッサをダウンロードして使用することで可能となると思われます。
ご購入いただいております有償のメールサポートとしてこちらの方法をご案内させていただきます。
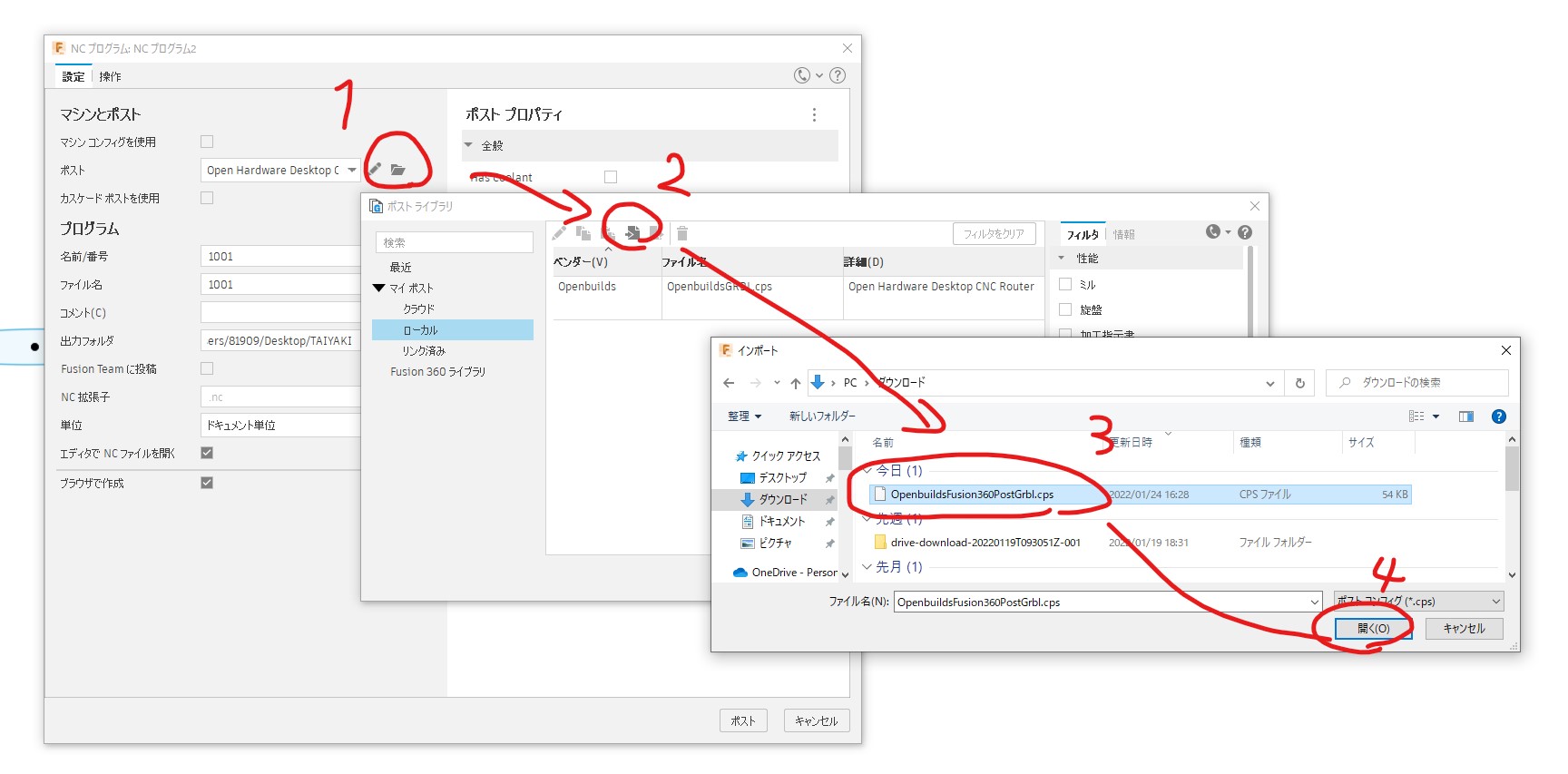
①こちらのOpenBuilds Fusion360 Postprocessorをダウンロードします。
ダウンロードの仕方が分かりにくいのでダウンロードしたものを添付しております。そちらでも可能です。
②Fusion360のポスト画面で①でダウンロードしてきたポストファイルを登録します。
ポスト処理画面で下図の順にボタンを押していくと登録ができます。
③Fusion360で切断の加工データを作り、上記のOpenBuilds Fusion360 Postprocessorのガイドに従って設定を行います。
以下はガイドの日本語訳です
■Fusion360でやるべきこと
・プラズマツールを選択し、マシンに合わせて工具(切り口の幅)を調整します。
・ストックがモデルと同じ厚さであることを確認し、材料の上にストックが追加されていないことを確認します。
・すべての操作で、[トップの高さ]を[ストックトップ]として選択し、通常の切断の場合のカッティングヘッドの高さ(0.8mmなど)を入力します。
・すべての操作で、[リンク]の下に[貫通クリアランス]を設定します。これは、切断高さ(1.5mmなど)より大きくする必要があります。
・パス 補正タイプは「コンピュータ内」を選択します。■ポストオプションで行うこと:
「Zタッチオフプローブルーチンを使用する」を「はい」に設定します
「プラズマタッチプローブオフセット」を、プローブが材料に接触する場所とプローブがトリガーする場所の差に設定します。
これは常にミリメートル単位です。
したがって、プローブが材料に接触した後にプローブが5.3mmをトリガーする場合は、5.3(常に正の数)を入力します。
「スピンドルのオン/オフ/遅延」を希望のピアス遅延(秒単位)に設定します。翻訳ここまで
主にポスト画面のポストプロパティ内、赤丸部分のチェックを入れ、「PLASMA;Plasma touch probe offset」にプローブが反応したときのトーチの先端と材料との距離(単位ミリ)を入力します。
例)トーチの先端と材料がくっついたときに反応するようにする場合は0
このような設定でデータを作ると
各加工の前にZの高さ調整(Zプローブ実行動作)
各加工の後、次の加工に移動するときに退避するようになります。
Zの高さ調整のコマンドのタイミングで切断する材料とトーチが接触したことを検知するように、CNCxPROのPROBEの端子に電線を繋いでおく必要があります。
弊社ではプラズマ切断機の取り扱いがございませんので、どこで接触を検知するようにするかは実機のZ軸上下部分と材料の鉄板の通電部分を確認してご検討ください。
プラズマの大電流がCNCxPROに直接流れ込むと破損の原因となりますので取り扱いにはご注意ください。
どうぞご安全に作業に。
2022年1月23日日曜日 13:56:18 UTC+9 nonoko@sweet.ocn.ne.jp:
質問です
自作のプラズマCNC のコントローラーは友人に紹介されて
貴社のV5を使用しています
動画は 私が希望する 動き方です
切ったものを ひっかけないように 上に退避している
下がるときに 板高さを検知している
高さを微調整している
現在は Z軸は 固定して レーザーカッターのような 動きをしています
製図はFusion360です 切断を選んでいます
動画のような 動きは 出来ませんか???
宜しく お願いします

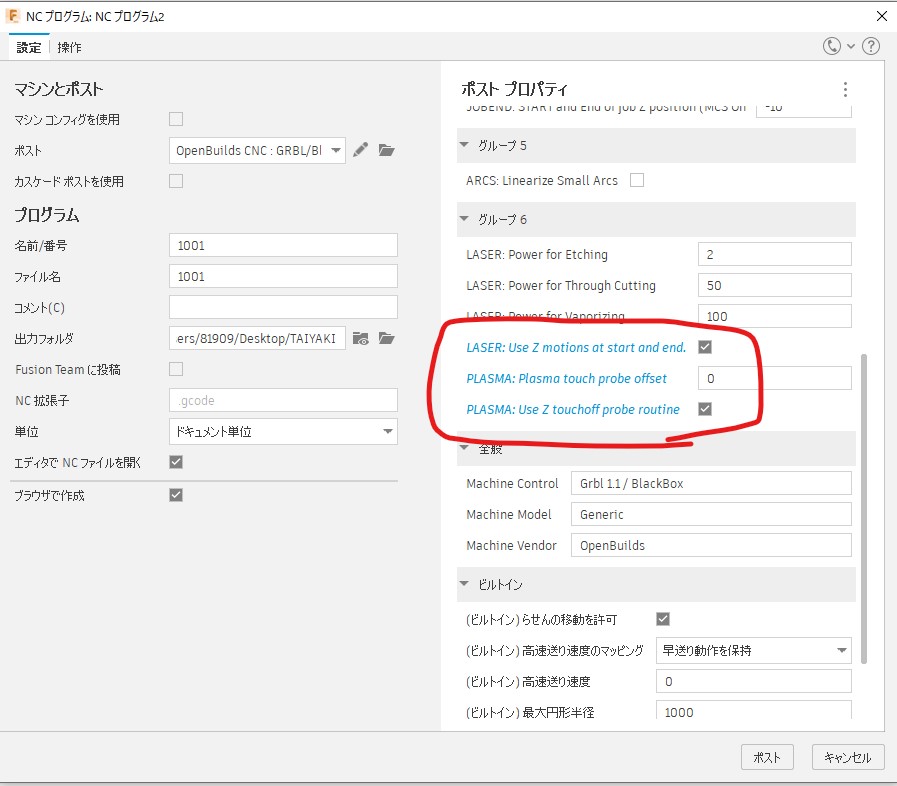

■ポストオプションで行うこと:
「Zタッチオフプローブルーチンを使用する」を「はい」に設定します
どこで 「はい」を設定するのか わかりません
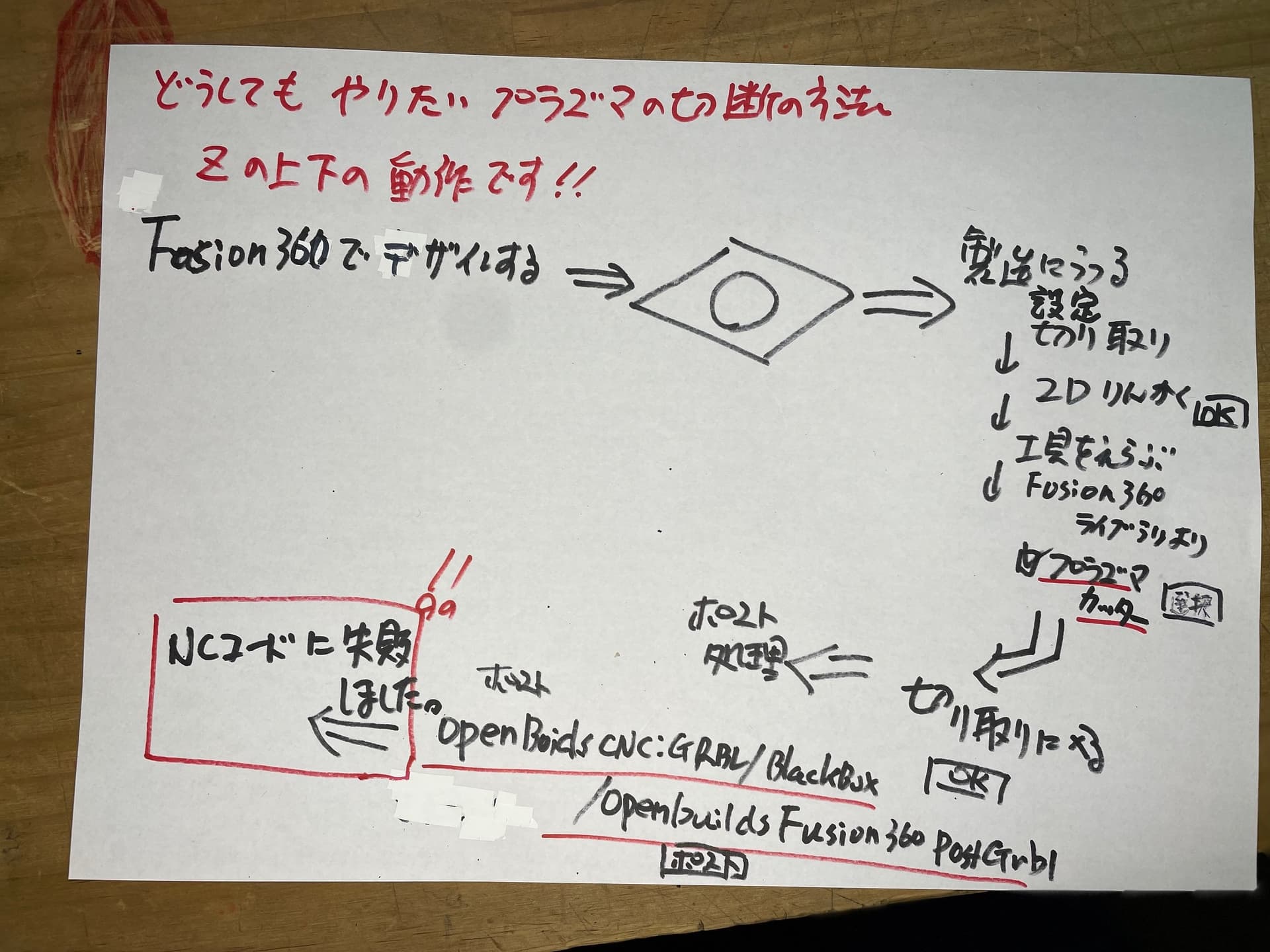
色々 Fusion360で しましたが ポスト処理から進みません NCコードに失敗しました になります・・・・(苦泣く