nyaru
63
私が思うに上記の写真のつなぎ方だと少し間違っていて、外部のリレーを介してTOOLHEADのGNDとENに繋げば良いかなと考えていました。
トーチスイッチのケーブルは導通する際にONになるようなので、リレーの仕組みが必要かなと思ったためです。
ただ、現状のまま少し配線を替えてCNCxPROv5のRELAY端子を使うこともできるかと思います。
24V電源をCNCxPROv5のRELAY端子に噛ませてその下に24V用リレーをつけるという感じです。
まだ配線等に大きく取り掛かっていないのかなと思いますが、私の説明も含め心配なのでちょっと注意です。ここから部品手配して配線して動作確認してとなるかと思いますが、それらは1117さんの作業です。
実際うまく動作しなかったとなっても、私の手元には再現する機材もないので1117さんが原因を探して、動くようにするしかありません。
なので、この方法でやるにしても問題解決ができるようにある程度原理を理解してから実行されたほうが良いかと思います。
とりあえずZを動かして板の高さを取る分には以前少し紹介した下記にある鉄板に当たった時のズレを使ったスイッチ式のほうが、配線がシンプルで多少ジグは必要ですが、簡単に試せる構成かと思います。
もちろん電気を使ったプローブもロマンがあるとは思うので、どういった構成を選ぶかは1117さん次第なのですが・・・
1117
64
どうにか こうにか タッチが作動しました
動画が出せないので 写真で
問題が発生しました
1)Fusion360 でデザインしています 進入時に プラズマが出たままで トーチが止まります
バババと音出して 停止します 鉄板アースはしています
プラズマ機は 非接触式です パイロツトです
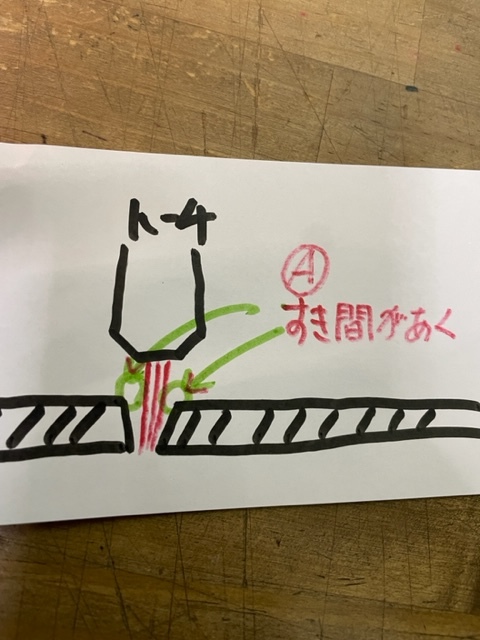
すき間 が広すぎて 電気が流れないのかな―
現在 止まるのかな-と トラウマ状態です
1117
67
top 高さは 3mmにしています 鉄板とトーチのすき間は 3mmです
1117
71
私が 見て 思うに!!
原点から 赤点の到着し プラズマ発射しだします  方向移動します 移動するまで その場で1.5秒ぐらい 発射したまま 時間が かかる気がします その間 熱ですき間広がり バババと音をたたて 止まります
方向移動します 移動するまで その場で1.5秒ぐらい 発射したまま 時間が かかる気がします その間 熱ですき間広がり バババと音をたたて 止まります
赤点到着から 移動始を 始める時間を 短くしたら いいのではと 思います!!
CNCjsの コンソ-ルの設定 に関係ありますか?
1117
73
この 作品は たまたま 出来ました 100%成功したいです!
1117
75
タッチプロ-ブ が出来るように なりました
数々の アドバイスをありがとぅございました
「いいね!」 1