こんにちは。
アルミ加工(アルミ板)について質問させてください。
質問といっても、質問するまでに知識が至っておりませんので、雑談系の書き込みになります。
カテゴリーも「質問/雑談」という事ですのでお許しください。
ArtCNCを木材加工メインで使用しております。
・ArtCNC(Z軸375mm)
・CNC xPRO v5
・スピンドル マキタRT0700C
・標準ステッピングモーター
FUSION360(モデリング・CAM)
加工コントロールソフト:CNC.js
現在、少し木材から離れて、電子工作系のことをCNCを使って工作しております。
先日はPCB基板を切削して、現在は、基板を収めるケースをアルミ板を使って作っております。
タカチなどのアルミケースを買えばもちろん安くて手っ取り早いのは重々承知の上なのですが、ケースの展開図を作り、アルミ板をCNCで切り出し、ベンダーで折り曲げて箱作りに挑戦しております。
というのも、FUSION360のシートメタルという機能を最近試しまして、なんとか形にしてみたいという好奇心です。
普段は木材を加工しているので、金属(アルミ板)の切削は初です。
正直金属加工を甘く見ておりました(汗)。
もちろん1発目でエンドミルを折りました(笑)
加工はホームセンターで購入したアルミ板(1.5mm)の切り抜きで、FUSION360のCAMのパスは2D輪郭で作成しております。
今まで木材の2D輪郭ではZ切り込み量を1.5mm程度、移動速度を1000~1500mm/minくらいで行っていたので、今回アルミという事で、当初はZ切り込み0.5mm、移動速度を600mmくらいで試して、1発で2mmのエンドミルを折りました。
その後エンドミルを折りつつ試行錯誤して、Z切り込みを0.5→0.1mmまで抑えていき、速度も合わせて300mm程度まで落として、マキタのスピンドルの回転数目盛り2.5くらいで何とか切断までこぎつけました。

その間ネットでも情報収集して、切削油なしの加工は金属相手にはかなり無謀という事もわかり、最後は切削油のスプレーを併用して切り出せました。
今考えればエンドミルが折れて当然でした。
ただ、1.5mm厚のアルミ板をZ切り込み0.1mmで切っているのでパスで15周回るので時間もかなりかかります、今回は写真の2パーツで1時間越えでした。
海外の書き込み記事やYoutube などでアルミの切削条件、設定等をいろいろ調べていると、1/8インチ(3mm程度)の刃径ではZ切り込みの適正値は0.05mm前後という記事も多くみられ、中には0.1mm以下だとエンドミルが食いつかず、加工面を滑ってしまうという記事も見つけました。
1.5mm厚の材を0.05mmで切り進めると30週というとてつもない加工時間になってしまいます。
ほんとにどの情報源も、使用している機械がバラバラなので当たり前ですが、速度や切り込み量の情報もバラバラで、移動速度も150mmくらいから1500mmくらいまで、1500mmというのは先日の経験からどう考えても自分の環境だとワークの固定が外れるか、エンドミルが折れるのが容易に想像ができます。
今まであまり考えていませんでしたが、feed rateやRPM、Tip loadなどの公式もちょっと調べているのですが、電気回路のオームの法則と同じで一つの値が変われば他の値も変わります。
例えば最適な送り速度を求めたくて、公式で計算しようとしても、そもそも最適な回転数、Tip loadが決まっていない(わかっていない)ので公式のどの値を決めてどの数値を求めるべきかがよくわかりませんでした。
次に、
機械ケースメーカーのタカチ電子工業のYoutubeチャンネルでアルミ板の加工動画を見つけたのですが、
「 19インチアルミラックパネルの高速マシニング加工」

「 アルミパネルの高速NC彫刻加工 タカチ電機工業」

マシニング加工というものはどういう加工なのでしょうか?
ArtCNCのようなCNC加工機とは根本的な違いは何なのでしょうか?
もちろん、自分で組み立てた機械と業務用工業危機は比較できないかと思いますが、パワーが違うとか、精度が違うとか、 剛性の差など。
動画を見る限り早送りではなく、等倍速に見えるのでどうしてあの速度でゴリゴリに穴を抜いていけるのか、2本目の動画に関しては、どうしてあの高速な移動速度であのエンドミルが折れないのかが疑問です。
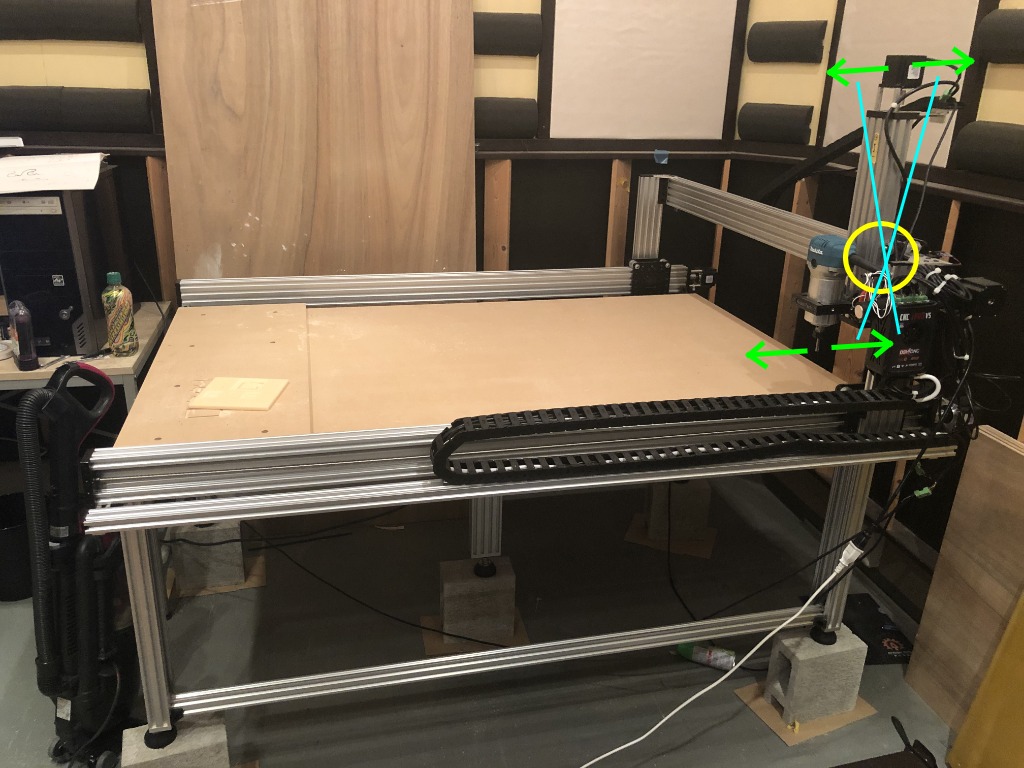
剛性という面で考えると、私の組み立てたArtCNCですがZ軸をオプションで375mmにしているというのもあるかもしれませんが、Z軸が特に前後(Y軸方向)にぶれます。
Z軸のステッピングモーターを手で持って前後に力を加えるとエンドミルの先端は簡単に2~3mmは動きます。私の組み立て精度や設定が悪いのか、ArtCNCや C-Beam Machineを使っている皆さんはどんな感じなのでしょうか?
このブレが原因か、アルミ加工でZ切り込み0.1mmで300mm/minの移動速度でも時々スピンドルがガタガタ揺れるというか、エンドミルがバタバタスキップする感じに暴れるような挙動も見られ、折れないかドキドキして見守っております。
私の現在の設定Z切り込み0.1mm、移動速度300mm/minはネット上の情報だと、遅すぎるという情報もありますし、早すぎるという情報も見つかりました。
設計上1.5mm~2mmで切り抜きたい箇所もありますので1.5mm~2mmの刃径のエンドミルも使いたいです。
ちょっと書きたい趣旨もまとまらず、質問にもなっていないような長文になってしまいましたが、ArtCNC+マキタRT0700Cでアルミ板(1.5mm~2mm厚)を切り出したいのですが、どんな設定が安定して切断できて、この環境で最速なのはどれくらいの速度なのかが質問になります。
長文失礼しました。