■バキュームテーブル
ドラッグナイフの運用やカッティングパスの適正化を改善していく上で、様々なカッティングテストを効率良く進める必要があり、バキュームテーブルの装備が不可欠と感じます。
バキュームテーブルとはテーブル面に開いたたくさんの細かい孔からワークを吸引して固定する装備で、バイスや両面テープ等でワークを固定する必要が無くなるので作業性の飛躍的向上が期待できます。
特にカッティングプロッターでは、薄いワークや切り抜き後の固定など、粘着系の固定に頼る必要が無くなる為、ワークを離脱させる手間や、ワークを損傷させる恐れもなくなります。
今回の構想において、まずバキュームテーブルを少しでも導入し易くするよう、予めZ軸のワークエリアを(20mm)高くする改造が施してあります。
というわけでバキュームテーブルを自作するわけですが、私のCNC(剛性強化版:Z軸250mm)で運用するための要項を今一度整理してみます。
・吸引は掃除機を使用し、集塵ブラシから付け替えたホースを接続し吸引する。
・Z軸ワークエリアにあまり余裕が無いので、できるだけ薄い断面の構造とする。
・テーブルが前後に動く門型構造のCNCなので、接続した吸引ホースがフレームや防音箱内壁に衝突しないよう配慮する。
以上の点を踏まえ、高気密な構造を作りやすい透明アクリル板を使って、まずは各パーツをCNCで切り出し。
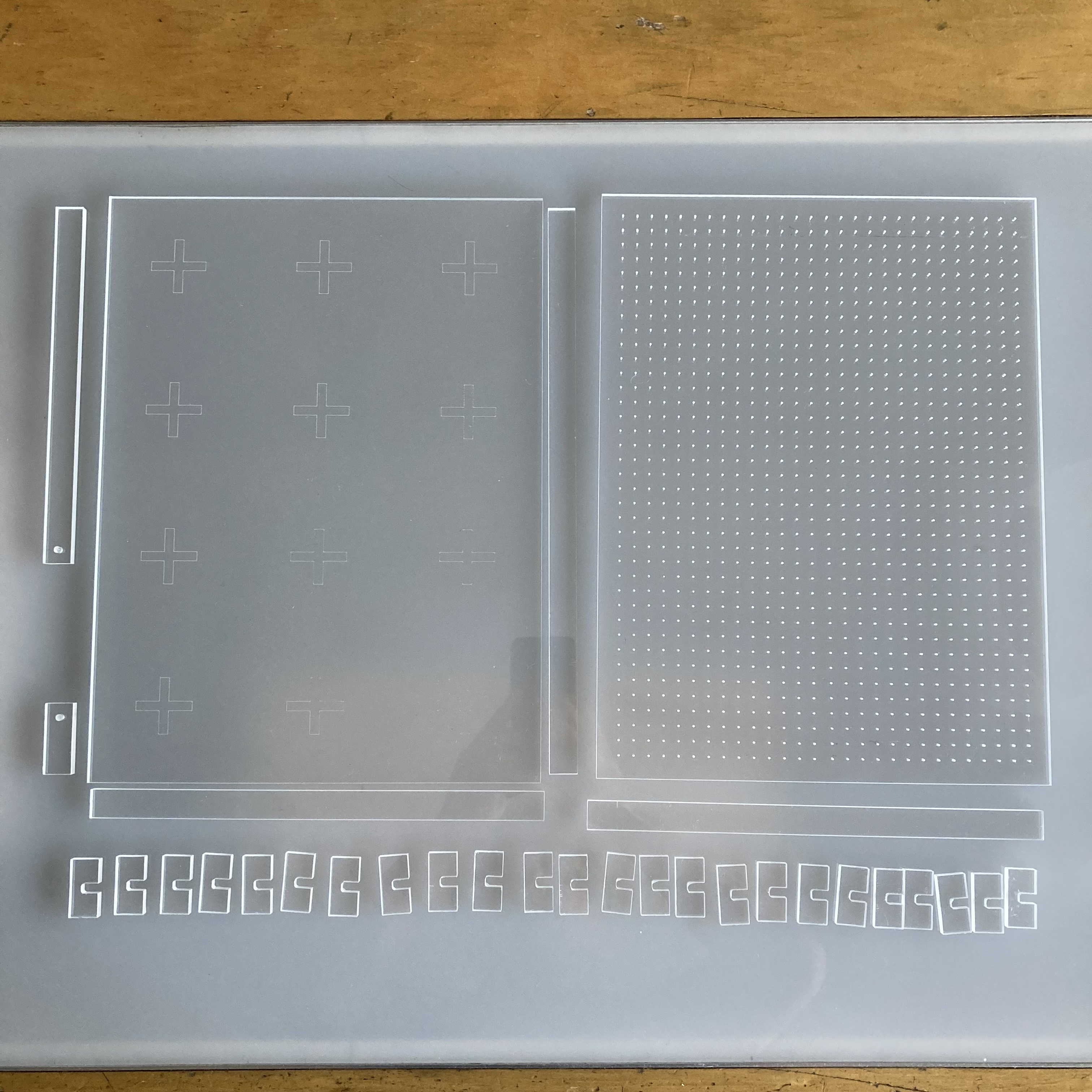
切削して切り出したアクリルパーツは断面が垂直なので、箱組したときに隙間なく綺麗に接着できて、バキュームテーブルのような気密性を要求される加工には最適です。
多孔パネルは劣化したら交換できるよう非接着で組んだので、異なる仕様のパネルへの交換も可能。
孔の径・パターンを変えると吸引力はさらに調整できるので、使い方次第で切削用にも転用できるかもしれません。
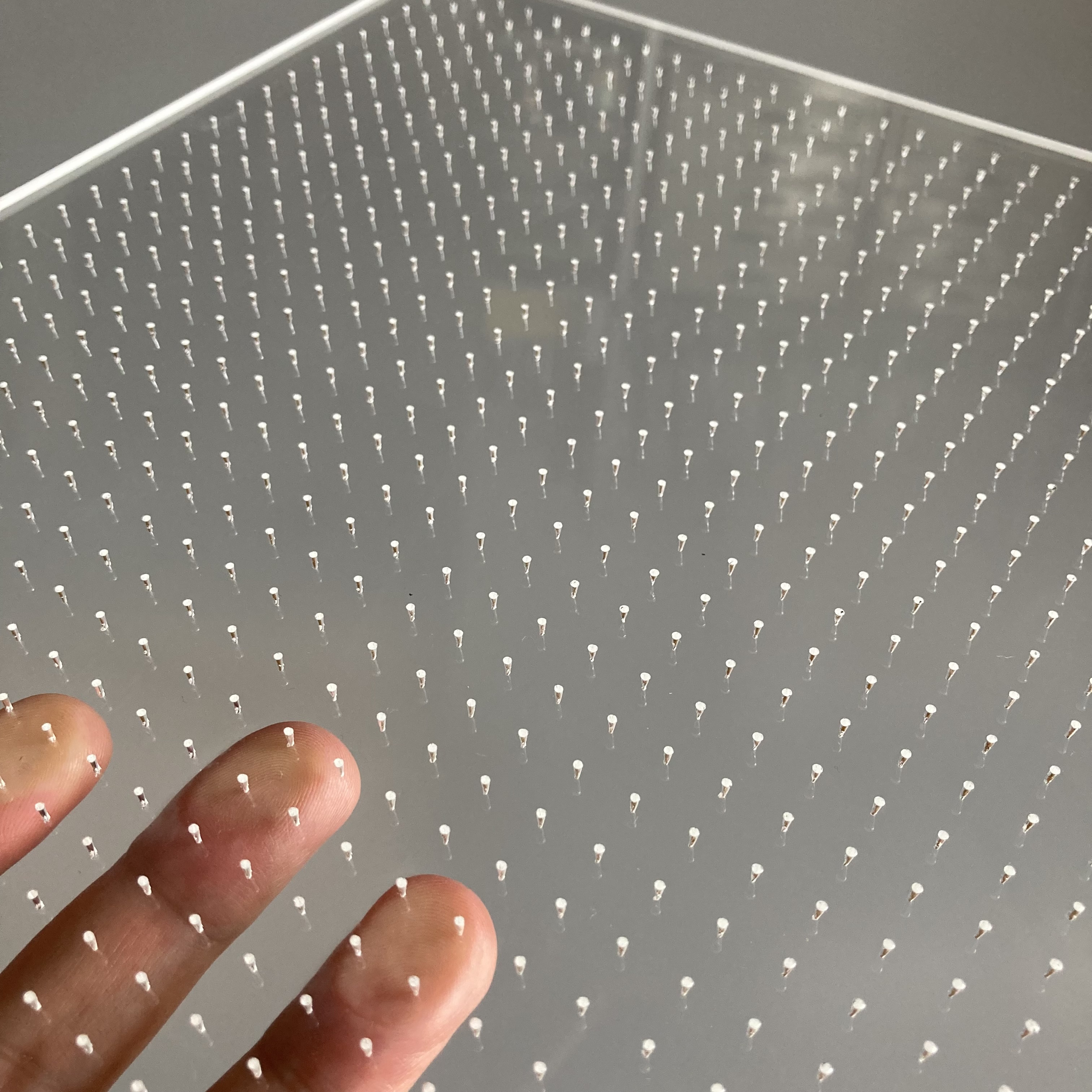
テーブル内の十字束柱でパネルの孔が塞がらないよう配慮して孔パターンを配列。
バキュームテーブル側面に吸引ホースを接続するための吸引アタッチメントを製作。
吸引アタッチメントCG 図
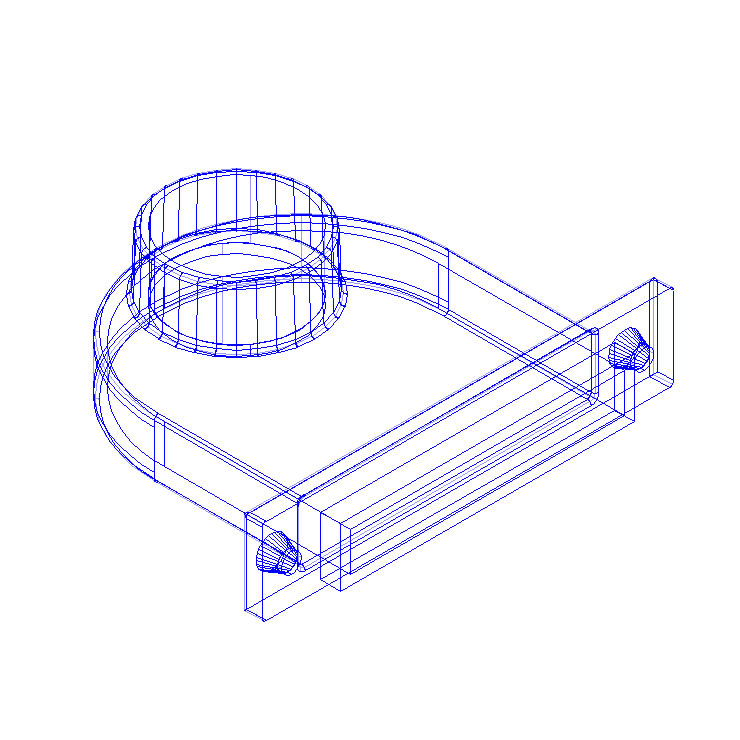
ボトルネックがおこらないよう、吸引経路のどの位置でもできるだけ同じ断面積となるよう配慮。
コピー用紙で吸引テストしましたが掃除機を全開にしなくてもかなり強力に吸引します。
バキュームテーブル 吸引テスト

カット圧にあわせて吸引力を随時掃除機側(電圧調整器)でコントロール。
前回失敗した「星形カット01(適正化無し)」の切削用ツールパス(適正化無し)で黒画用紙をカットしてみます。
(今回はテーブル面が前回より固くなったので、Z軸加工原点をテーブル面+0.3mmに変更)
ビニールカッター・星形カット04(適正化無し)検証
検証")
驚くほどあっさり綺麗に切れました。
テーブル面に隙間なく吸着するせいなのか、刃が勝手に角頂点でも旋回してくれるようです。
(切削用ツールパスのままカットしているので頂点でのZ軸上下動は無し)
■カッティングシートで検証
さて別途カッティングシートの準備ができたので早速テストしてみます。
吸引力をカッティングシートに集中させるため、他の孔はコピー用紙で塞ぎます。
ビニールカッター・カッティングシート検証 ロゴマーク(適正化無し)Z軸加工原点:テーブル面+0.9mm 加工深さ:1.0mm
")
カッティングシートも切削用ツールパスのままで問題なく切れました。
ロゴマークのような細かいラインで構成されたものでも問題なく刃は旋回し表層だけ綺麗にカットしました。
バキュームテーブルのおかげでビニールカッターがさらに気軽に使える道具になった気がします。
以上、CNCのカッティングプロッター化に対して自分なりに実用性を感じられたので、今後もいろいろと試行錯誤は続くと思いますが、考察はこれにて終了したいと思います。