Gym
1
NCVCとは
NCVC(NC Viewer and Converter)は
舞鶴工業高等専門学校教育研究支援センターの眞柄賢一さんが開発しているフリーのCAMソフトです
まだオープンソース化されていませんが、いずれオープンソース化を予定していると書かれています。
使い方、ダウンロード
ダウンロード、F&Qなどは作者様のページにまとまっています。
NCVCの作者のページ (k-magara.github.io)
ソフトウェアの使い方については、ソフト内 ヘルプ>NCVC解説書から詳細なPDFを参照することができます。
使い方は作者様HPに日本語ドキュメント、掲示板があるのでまずはそちらを参考にしてください。
このトピックではNCVCでC-Beam MachineやArtCNCで動作するNCデータを作る際の注意点や設定例をメモ、共有していきます。
「いいね!」 1
Gym
2
加工条件/機械設定
公式Q&A(NCVCの作者のページ --FAQ/NC生成--)にもありますが、Windows環境で加工条件、機械設定を変更して上書き保存しようとすると「管理者権限が~」みたいな警告が出て変更できない場合があります。
自分の場合はソフト自体のインストールディレクトリをProgram Filesから別の編集可能の場所に変更しました。
具体的にはソフトのフォルダごとDドライブにカット&ペーストして使用しています。
加工原点(g92)について
デフォルト設定でNCデータを出力すると下記のような感じになります。
%
(2021/07/28 19:56)
(gym MADE Drawing1.ncd FROM Drawing1.dxf AND grbl.nci)
G90G54G92X0Y0Z10
M08
S3000M03
(Layer=“CAM1” start)
(Layer=“CAM2” start)
G00X-15.76Y-12.326
Z1.
G01Z-2.F100.
X-55.76F300.
Y-52.326
X-15.76
Y-12.326
G00Z1.
X-26.982Y-34.501
G01Z-2.F100.
G03J-6.436F300.
G00Z10.
M09
M05
X0Y0
M30
%
三行目の
G92X0Y0Z10
の部分について、ここの値は切削条件の加工原点の値が入ります。
このコマンドが送られると現在位置が加工座標(0.0.10)と上書きされます。
なのでCNCjsで加工座標が(0.0.10)で加工スタートすれば思い通りの加工ができます。
しかしそれ以外の場所でスタートした場合は自分で設定した加工原点は無視されて現在位置基準で加工することになるので、ズレることになります。
このG92はgrblcontrollerでプローブしたときなどには便利かもしれませんが、
CNCjsではZプローブを使うとちゃんとプローブの底面をZ0として登録してくれるので、把握しておかないと予期せぬ動作となる原因になります。
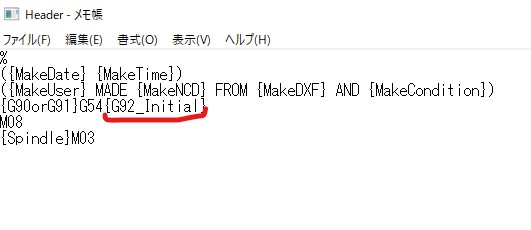
出力されるNCデータの始まりと終わりは切削条件の
カスタムヘッダー・フッター 部分で設定されています。
このヘッダー部分を 編集 でテキストエディタで開き
[G92‗Initial]部分を削除して使用すると G92が出力されなくなります。
G92が出力されないNCデータを使うと確実に自分で設定した加工原点が使用されるので設定したZからズレる事故はなくなります。
Gym
3
ヘッダーのカスタマイズ
G92を消したことと関連して
開始時にZが十分に高くないと材料の表面を傷つけるかもしれないので
自分はヘッダーのテキストを
%
({MakeDate} {MakeTime})
({MakeUser} MADE {MakeNCD} FROM {MakeDXF} AND {MakeCondition})
{G90orG91}G54
M08
{Spindle}M03
G53 G0 Z-5
としました。
最後にG53 G0 Z-5(加工地点に行く前に機械原点の-5mmまでZを上げる)書き足しただけです。
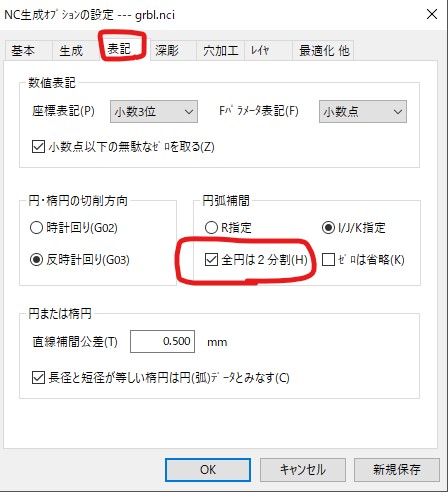
円の動きでエラーになる
CNCjsで実行時にエラーコードが表示され、円が正常に加工されない場合がありました。
G03の記述のされ方の問題のようで、加工条件の 表記>全円は二分割 にチェックを入れると加工されました。