電気が得意で無い人にテスター等を使うと壊してしまいそうなので多少心配ですが。
★以下の説明はCNC xPro V4を想定しています。それ以外は全く違う調整方法になります。
とりあえず、基板にテスターを当てる必要があるので間違ってショートさせないようにテスター棒の金属部分の先っちょだけ残してテープ等で絶縁してから作業するのをおすすめします。
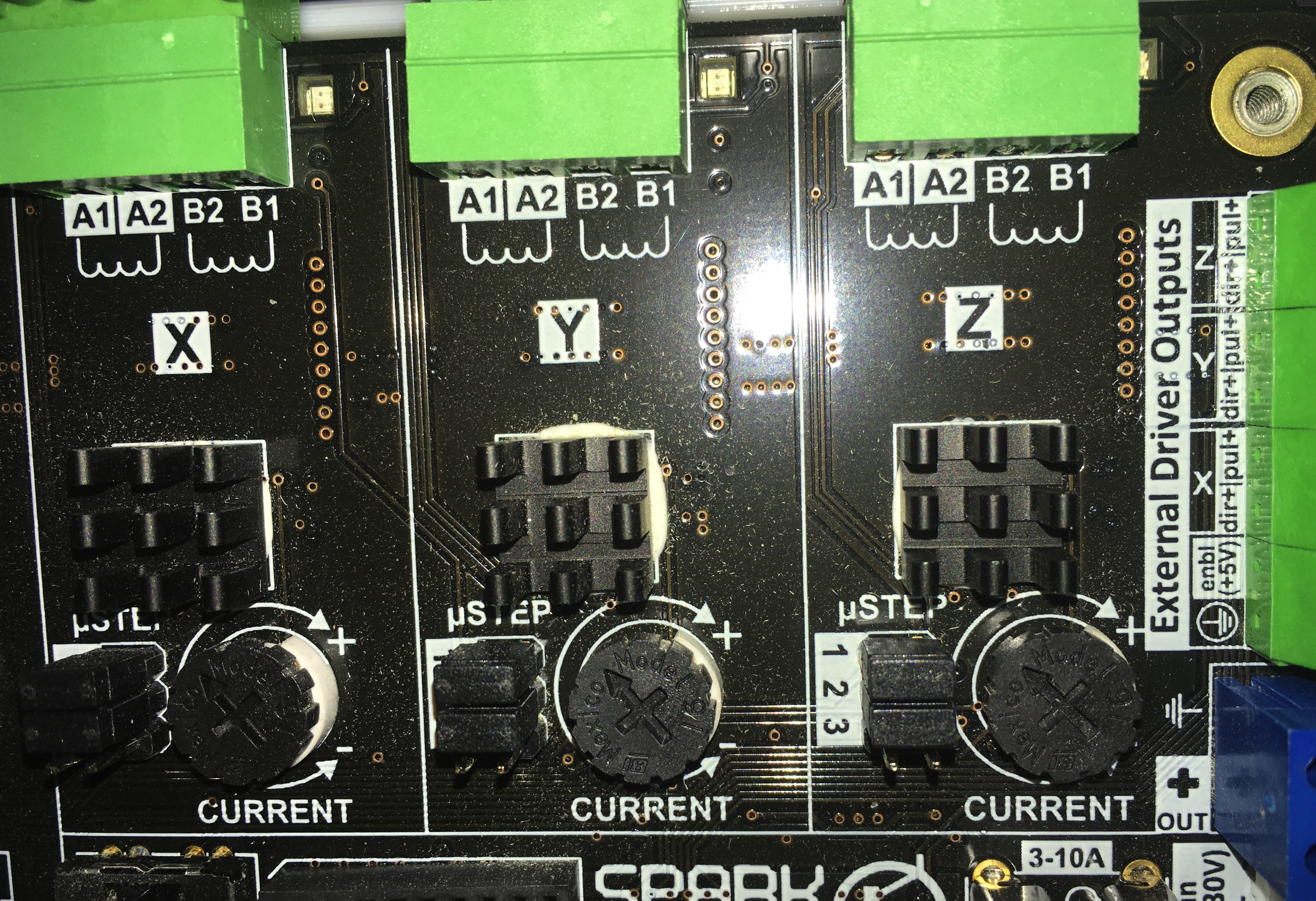
まず目的からGynさんの図の通り調整するのはつまみがある所です。これを+にすれば電流が多く流れるようになり-にすれば電流が流れなくなります。
しかし、電流を実際に計って調整するとなるとステッピングモーターの位置によって電流が変わるため現実的にはできません。
そのためにツマミ(半固定抵抗といいます)の電極の電圧で調整します。
事故を減らすためにCNCコントローラの電源のみ接続します。ステッピングモーターやリミットスイッチ、USBケーブルは外して下さい。
xPro V4の最大電流は2.5Aまでです。対してステッピングモーターは2.8Aまで使えます。
私は少し余裕(安全方向に)とって2A程度を設定しました。
設定する電圧は次の式で計算します。
電流 = 設定する電圧 / (5*0.27) という式なんですが、変形すると
設定する電圧 = 設定したい電流 * 1.35
私の場合 1.95Aにしたので
V = 1.95 * 1.35 = 2.635 → 2.6V としました。
さてどうやって調整するかというと、Zの所を調整する場合はZの所のツマミを回して制御基板をひっくり返してツマミの所に付いている端子の電圧をテスターで当たります。
参考裏から見た図 https://cdn11.bigcommerce.com/s-hyslicv8/images/stencil/1280x1280/products/113/493/xProV4_Bottom_Views__28796.1544198861.jpg?c=2&imbypass=on
部品が載ってない所があるので多少違うように見えるかも知れません。ひっくり返したので Zのツマミは左上の白線で囲った中にあります。その中にあるC2の下あたりにある3つの金色(実際にはハンダ付けされているのでハンダの色です)の所がZ軸のツマミの端子です。このうち下側をテスターの黒。真ん中をテスターの赤であたります
基板の黒い所にはなるべくテスター棒で突かないように注意して下さい。かなり硬い塗装ですが、塗装の下には電気が流れています。何度もやって傷をつけてはがれるとショートします。
この電圧が目標の2.6Vになるようにツマミを調整してください。+側にすると上がり, -側に回すと下がります。
このやりかたで X, Yも調整します。
ステッピングモーターを付けて電源を入れると2A設定でもICがかなり熱を持つようになるのでファンは必要です。
テスターを使った調整が面倒な場合は、私の2.6V設定の写真を入れておきます。
目測で合わせるのはどうかな。とは思いますが。2.5Aに対して1.95Aの設定なので多少違っても余裕があると思います。
{kind=link}
Duet3なら多分ですがソフトで設定出来るはずです。(使っているドライバーICの資料を見た限りですが)
2.8Aに設定する事も出来る4.45A RMS (6.3A Peak)らしいです。