Gym
1
要点まとめ:
・C-BeamMachineをあれこれしたレビューです。
・fusion360とGrblControllerでC-Beamを動作させてみた。
・切削の準備はまだなのでボールペンでCNCお絵かき。
・CAD操作ができるようになれば動作は簡単
品名:C-Beam Machine XL、Fusion360、GRBL、GrblController
属性: ソフトウェア ・ハードウェア
製作者: OpenBuilds,Autodesk,
C-Beam Machine XLが完成したのでソフトウェアも準備して動かしてみました。
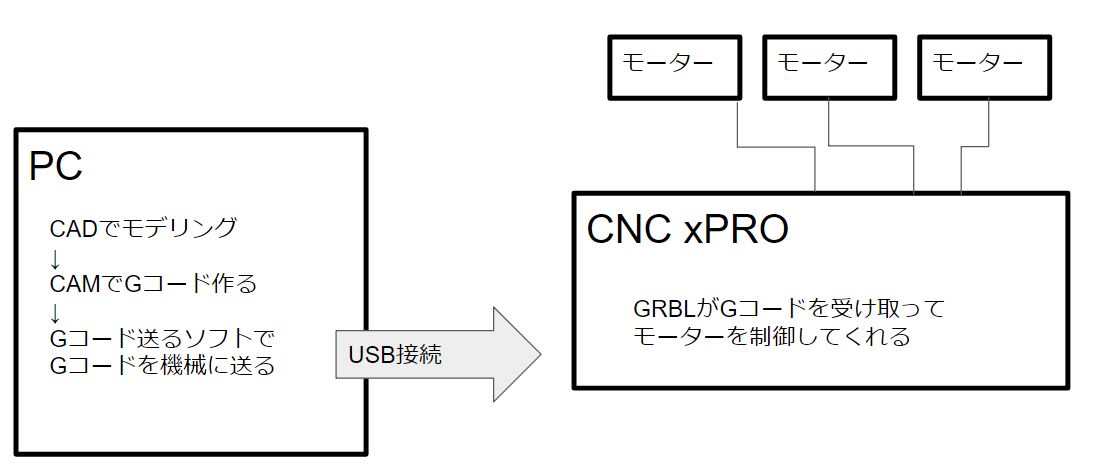
ざっくり仕組みと流れはこんな感じです。
CNCxPROというのはC-Beam Machineを購入したときにオプションで付いてきたボードです。
中にBRBLというオープンソースの制御ソフトが入っています。
今回は主に図の左側をやりました。
■CADでモデリング、CAMでGコードを作る
ソフトはいろいろ選択肢がありますが、技術的にすぐに使えるものとして今回はAutodeskのFusion360を使用しました。個人、スタートアップ企業は無償で使用できます。
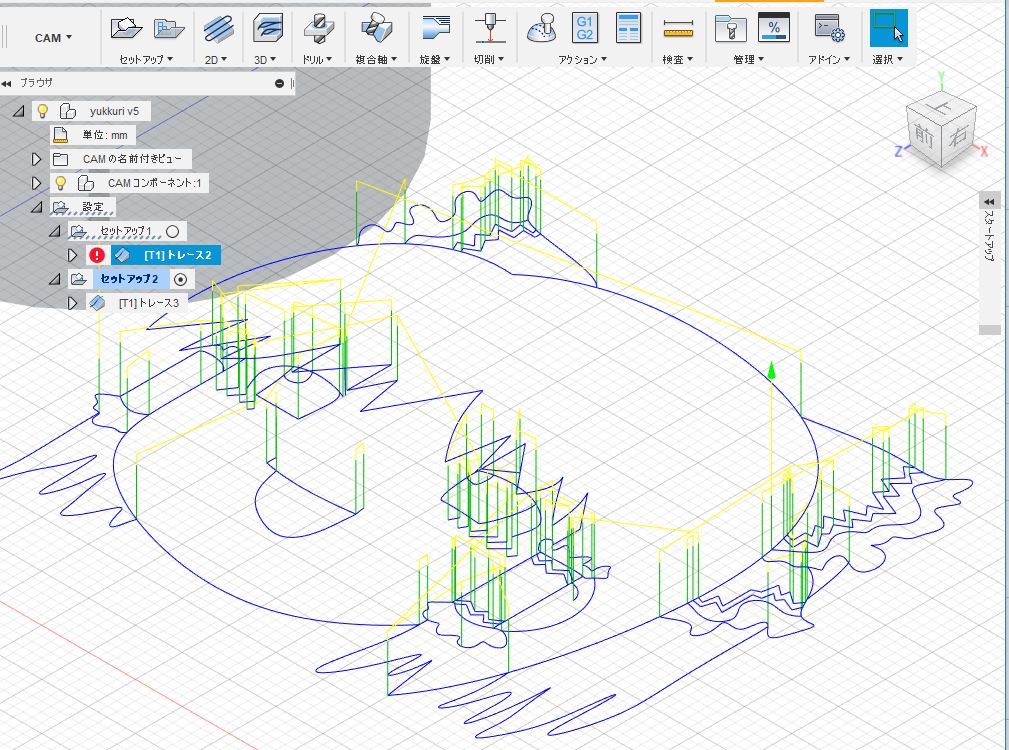
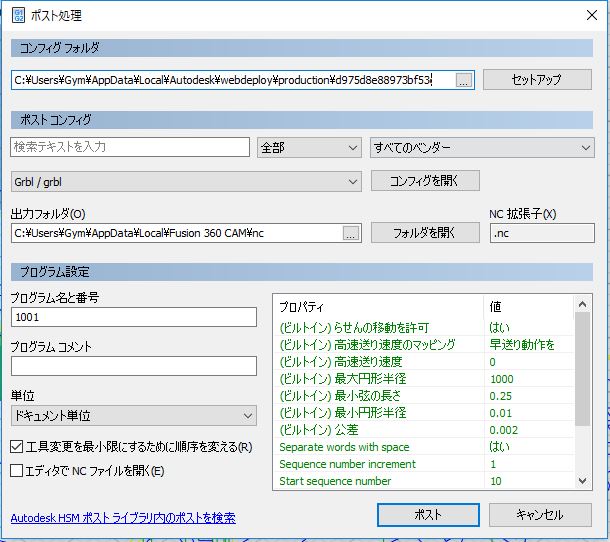
今回はお絵かきなので二次元的なイラストをCADで作成、CAMで機械の動きのデータを作ってGコード生成。Gコード生成(業界ではポスト処理って言うやつ)をするとき、本来は使用する機械専用のポストを業者に作ってもらう必要があります。三軸の機械だと10万円くらいします。
しかし、なぜか、最初から、GRBL用のポストが実装されていました。さすがオープンソース。
ポストコンフィグでGrblを選択してポスト実行するとGコードが保存されます。テキストファイルです。
これでGコードコード生成までできたので、あとはGコードを機械に送るだけです。
機械に送るにはUSBでPCと接続して、Gコード送る用のソフトを使います。
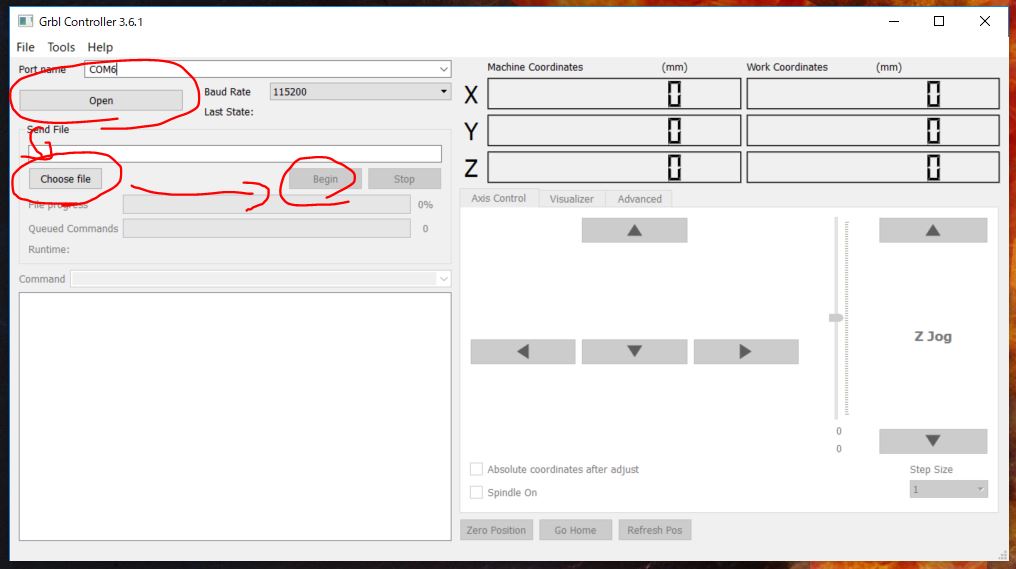
これも何種類かソフトがるようですが、Gコードのプレビューが見れるGRBLControllerを使ってみました。
https://zapmaker.org/projects/grbl-controller-3-0/
インストールして、起動して、OPENを押したら機械と接続、ChoosefileでGコードを選択、Beginで加工開始です。3クリックで動きます。
■うまくいかなかったところと解決方法。
・Openを押しても最初はうまく機械と接続されませんでした(機械から応答がありませんとエラーが出る)
パソコンのデバイスマネージャーからCOMポート番号とバンドレートを確認、数値を合わせる、変えて合わせてみるなどやっているうちに接続できるようになりました。一度接続できるようになってからはすぐに繋がるようになりました。
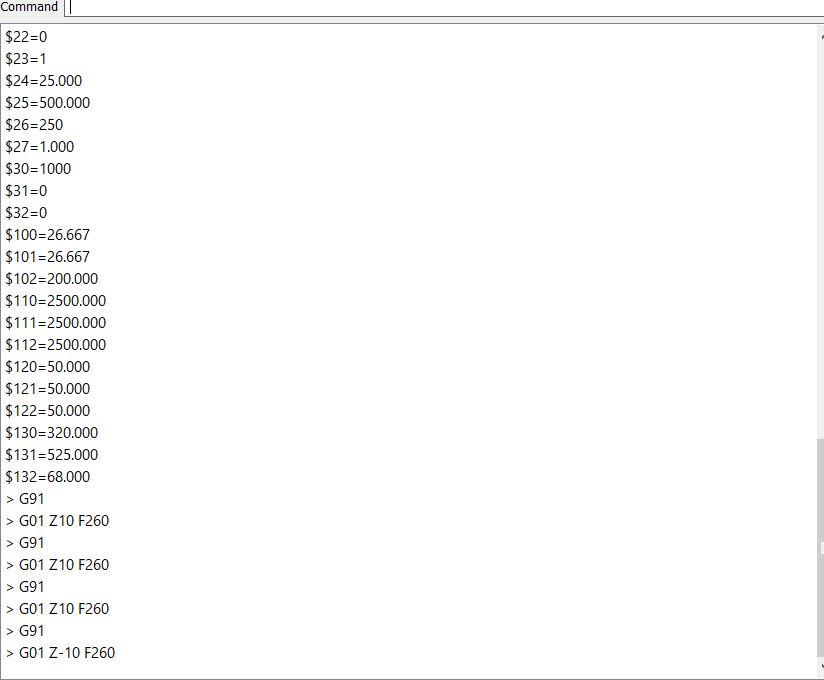
・Zは正常に動作するが、XYが指示した数値の1/5くらいしか動きませんでした。原因はソフトウェアの設定で、1mm動くのにどれだモーターを動かす必要があるかという設定が初期値ではおかしくなっていました。
Advancedの項目から設定の確認ができます。上の画像が初期値ですが、$100がX、$101がY、$102がZの動きを設定しています。1mm動かすのにZはモーターを200動かしますが、XYは26.667しか動かしていません。これを画面に$100=200と入れ直してあげるといい感じに動きました。
実際に動かした動画がこちらhttps://bbs.avalontech.jp/uploads/default/original/1X/79e6031eaab540692a8e7e8bb9b3db7f13d1418d.mp4
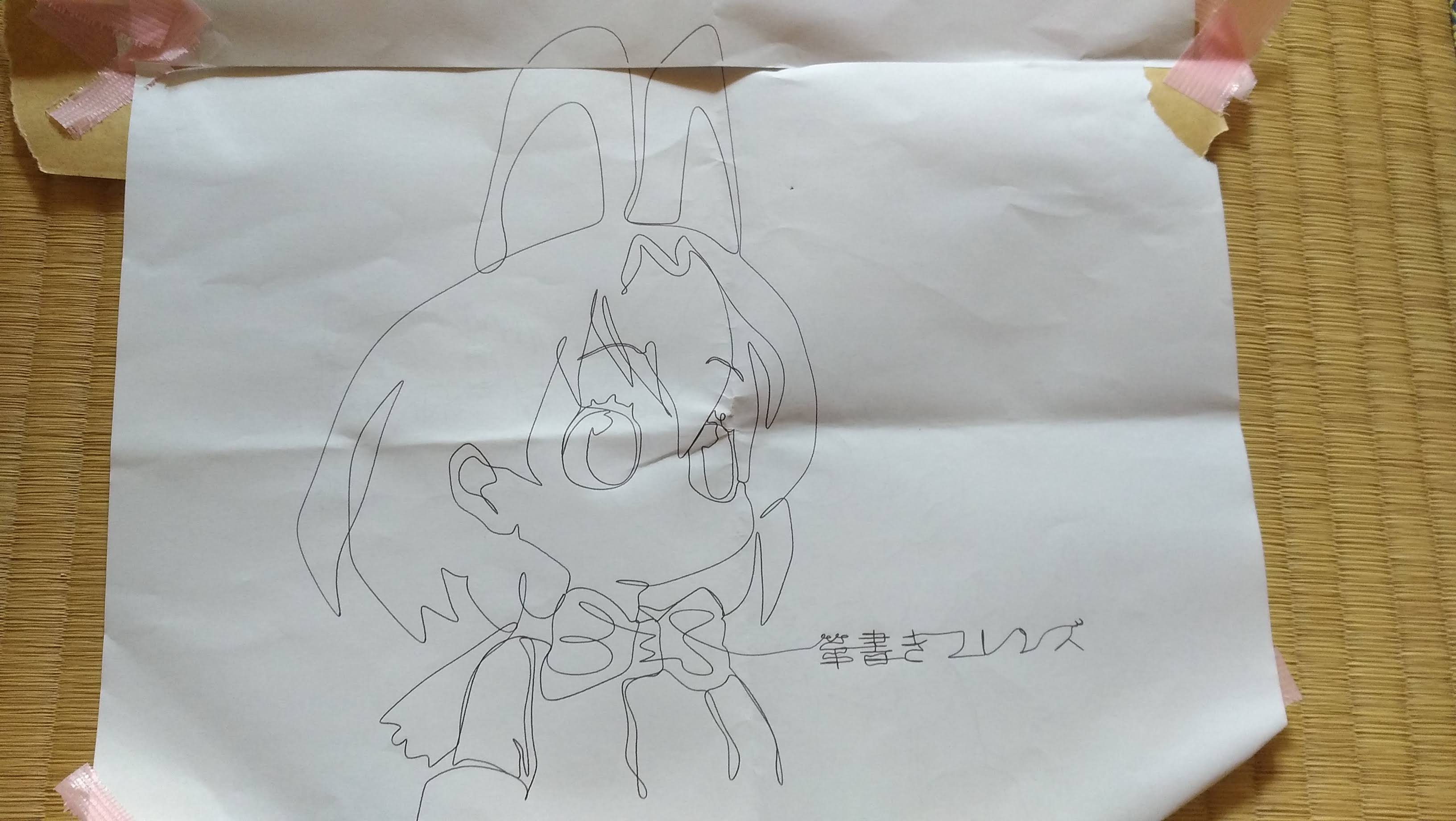
他にもいくつか書いてみました
一筆書きだとデータを作るのが大変ですが、退避動作がないので早く描けます。
QRコードはちゃんと読めました。ボールペンの太さは0.5㍉
一番下のゆっくりは同じデータを二回動かしているので二回なぞっています。線画ぶれていないので繰り返し精度も良さそうです。
Gym
2
オープンビルドのGRBL推奨設定は
$ 0 = 10(ステップパルス、usec)
$ 1 = 255(ステップアイドル遅延、msec)
$ 2 = 0(ステップポート反転マスク:00000000 )
$ 3 = 0(DIRポート反転マスク:00000000)
$ 4 = 1(ステップ反転、BOOLを有効)(ボードV1、V2、V3マット= $ 4 = 0 -光沢ボードV3 = $ 4 = 1)
$ = 5 0(制限ピンが反転(bool)
$ 6 = 0(プローブピン反転、ブール)
$ 10 = 3(ステータスレポートマスク:00000011)
$ 11 = 0.010(ジャンクション偏差、mm)
$ 12 = 0.002(アーク許容値、mm)
$ 13 = 0
$ 20 = 0(ソフトリミット、ブール)
$ 21 = 0(ハードリミット、ブール)
$ 22 = 0(原点復帰サイクル、ブール)
$ 23 = 0(原点復帰マスク:00000000)
$ 24 = 2000.000(原点送り、mm / min)
$ 25 = 1000.000(原点復帰、mm / min)
$ 26 = 250(原点復帰、msec)
$ 27 = 1.000(原点復帰、mm)
$ 100 = 199.098 MM)
$ 101 = 199.100(Y、ステップ/ mm)で
$ 102 = 199.100(Z、ステップ/ mm)で
$ 110 = 1000.000(Xの最大速度、MM /分)
$ 111 = 1000.000(Y最大速度、MM /分)
$ 112 = 1000.000( Z最大速度、MM /分)
$ = 120 100.000(Xアクセル、MM /秒^ 2)
$ 121 = 100.000(Yのアクセル、MM /秒^ 2)
$ 122 = 100.000(Zのアクセル、MM /秒^ 2)
$ 130 = 750.000 (x max travel、mm)
$ 131 = 320.000(y max travel、mm)
$ 132 = 60.000(z max travel、mm)
らしいです。ソースはこちら
「いいね!」 1
Gym
4
エマージェンシーストップボタン実装しました。
このデザインすき。
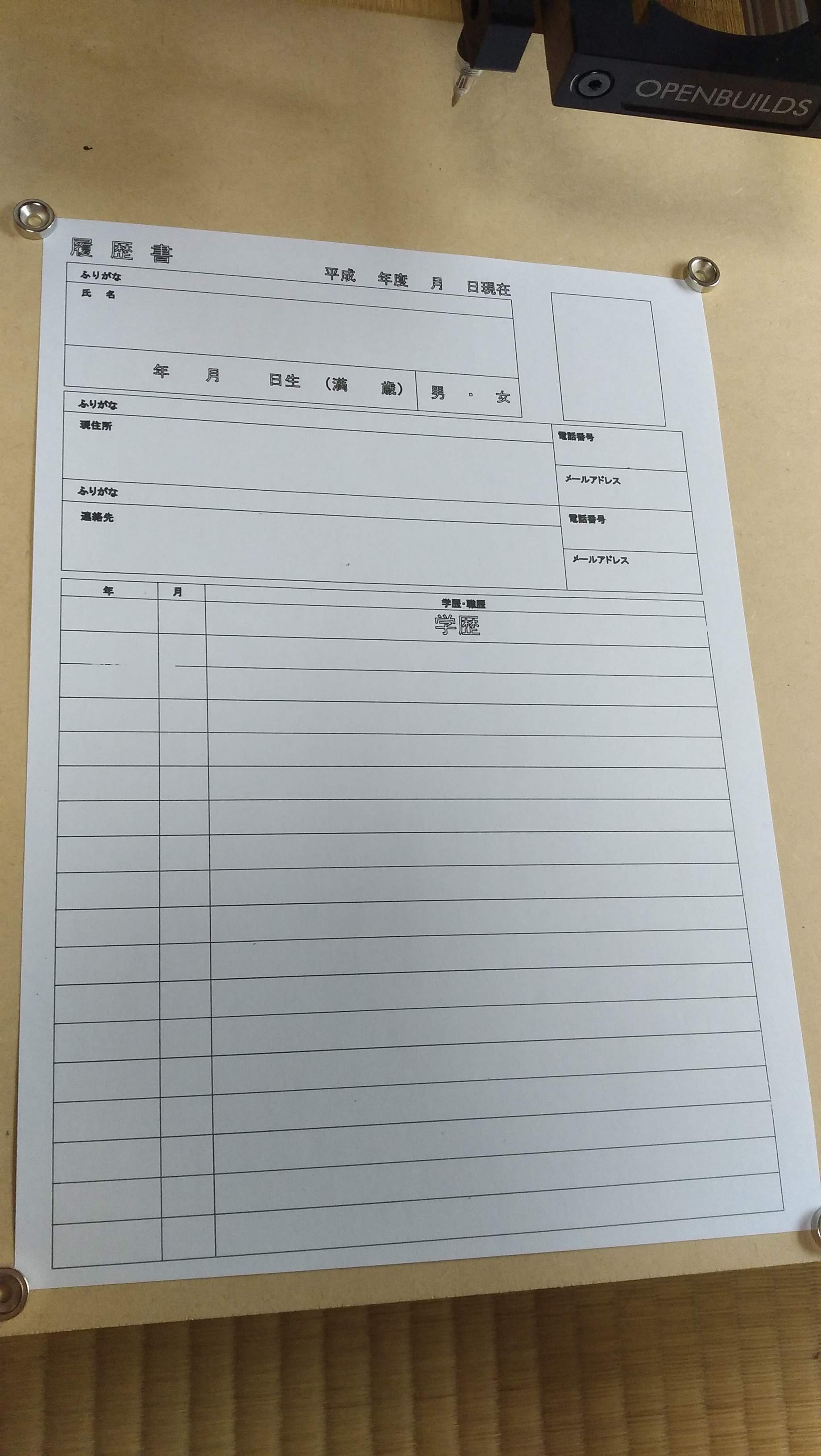
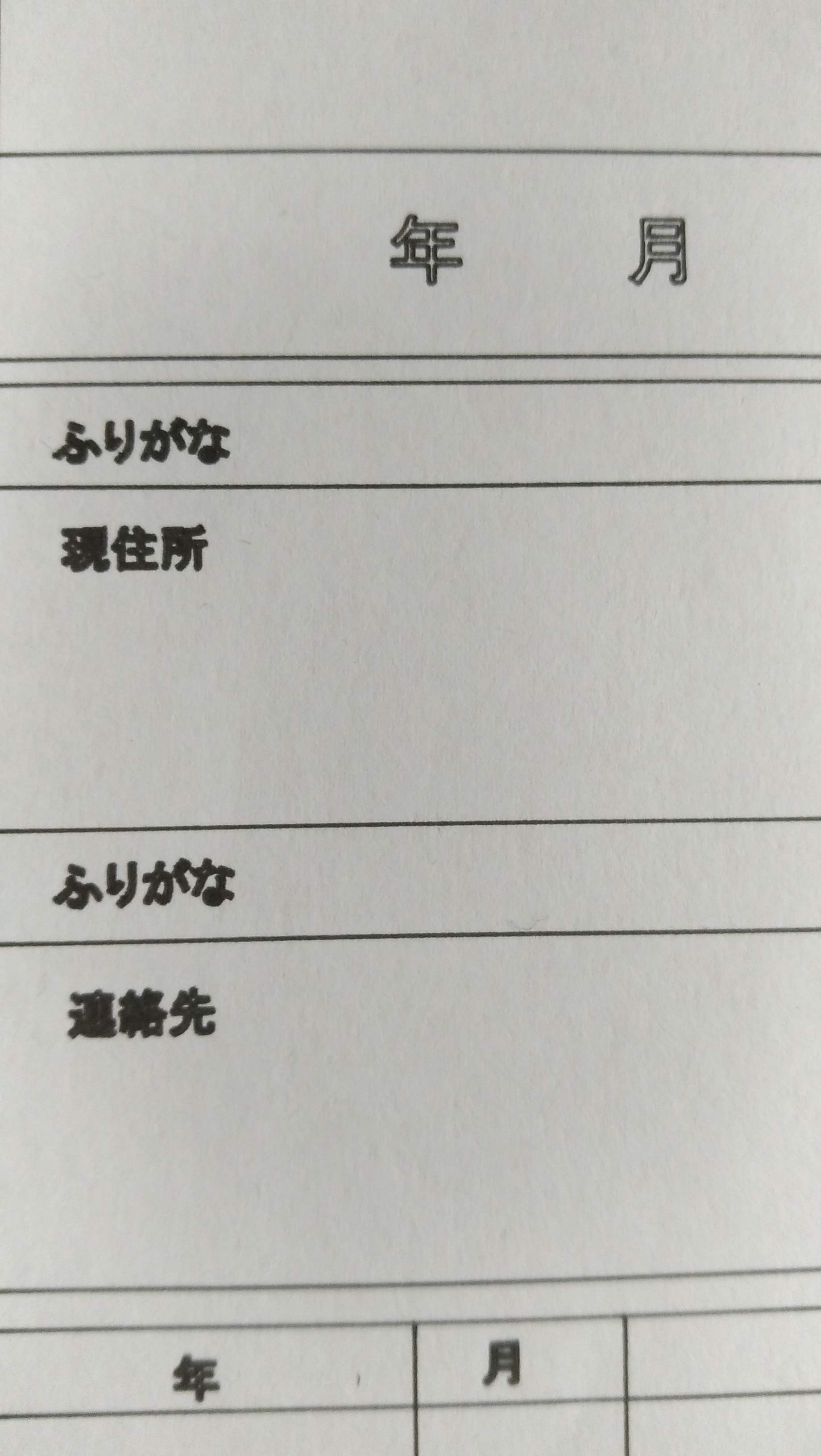
イベント展示用にネタになりそうなものをということで、履歴書のデータを作成して試してみました。
こちらもCADで作図してパス出し、Gコード生成して動かしています。
出来上がったのがこちら
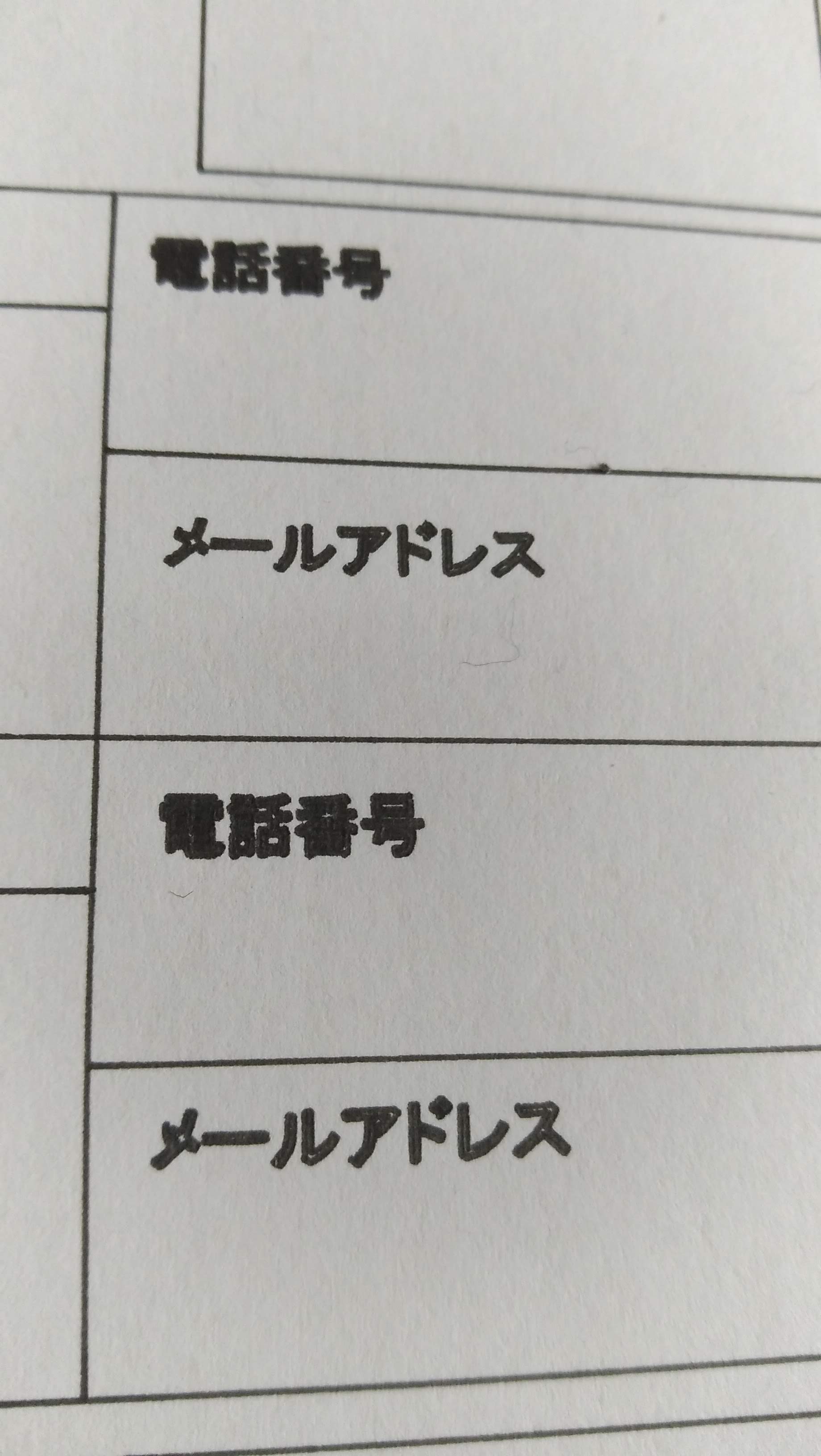
日本語のベクターフォントがなかったのでアウトラインをなぞるかたちになっています。
流石に漢字の一部が塗りつぶされちゃっていますが、長年ディープラーニングによって教育された我々なら認識、判別が可能なレベル。
描き始めて完成まで25分くらいだったと思います(うろ覚え
■Gコードについてメモ
ボールペンで紙に描く程度なら負荷も少なかろうということで、Gコードの送り速度は1400くらいに設定しました。デフォルトは280くらいだったかな…
まだまだ時短の余地はあります。今回のデータなんかは退避しての動作が多いのでそのあたりのアプローチの仕方を工夫すれば10分程度で書けるのではないかと予想しています。
■Twitterから寄せられた質問
Q:これだけきれいな直線がかけて、だまにもならないとはさぞ良いボールペンを使っているのだろう?
A:ダイソーで3本100円もしました。さらに中身のバネを調節しているので一本40円くらいはしますね。
Q:手書きフォントで書けば完璧じゃね?
A:今のところ手書きのフォントで自動でなぞってくれるデータがないのでちょっとむずかしいです。illustratorでデータつくればいけるかもしれない。
NT金沢お疲れさまでした!
予想以上に繰り返し精度が良く、綺麗に描けていて驚きでした。
会場でも話しましたが、XYZ軸移動用のモータが傾いて取り付けられているっぽいので、当日に撮った傾きが分かりやすい写真を載せておきます。
モータのシャフトと棒ネジの軸がずれていると動作音がうるさくなったり、応力が一部に集中してモータの劣化が早まったりするかもしれません。
今は写真のように二か所のみで固定されていますが、モータマウントを広くして四か所で固定できれば安定すると思います。
Gym
6
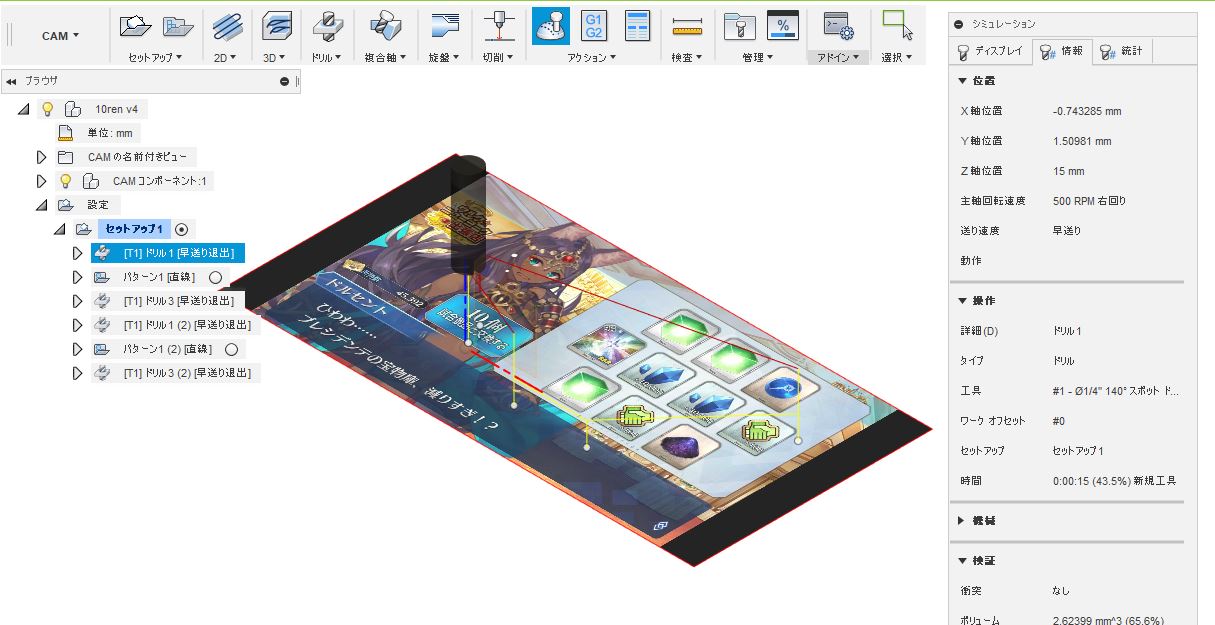
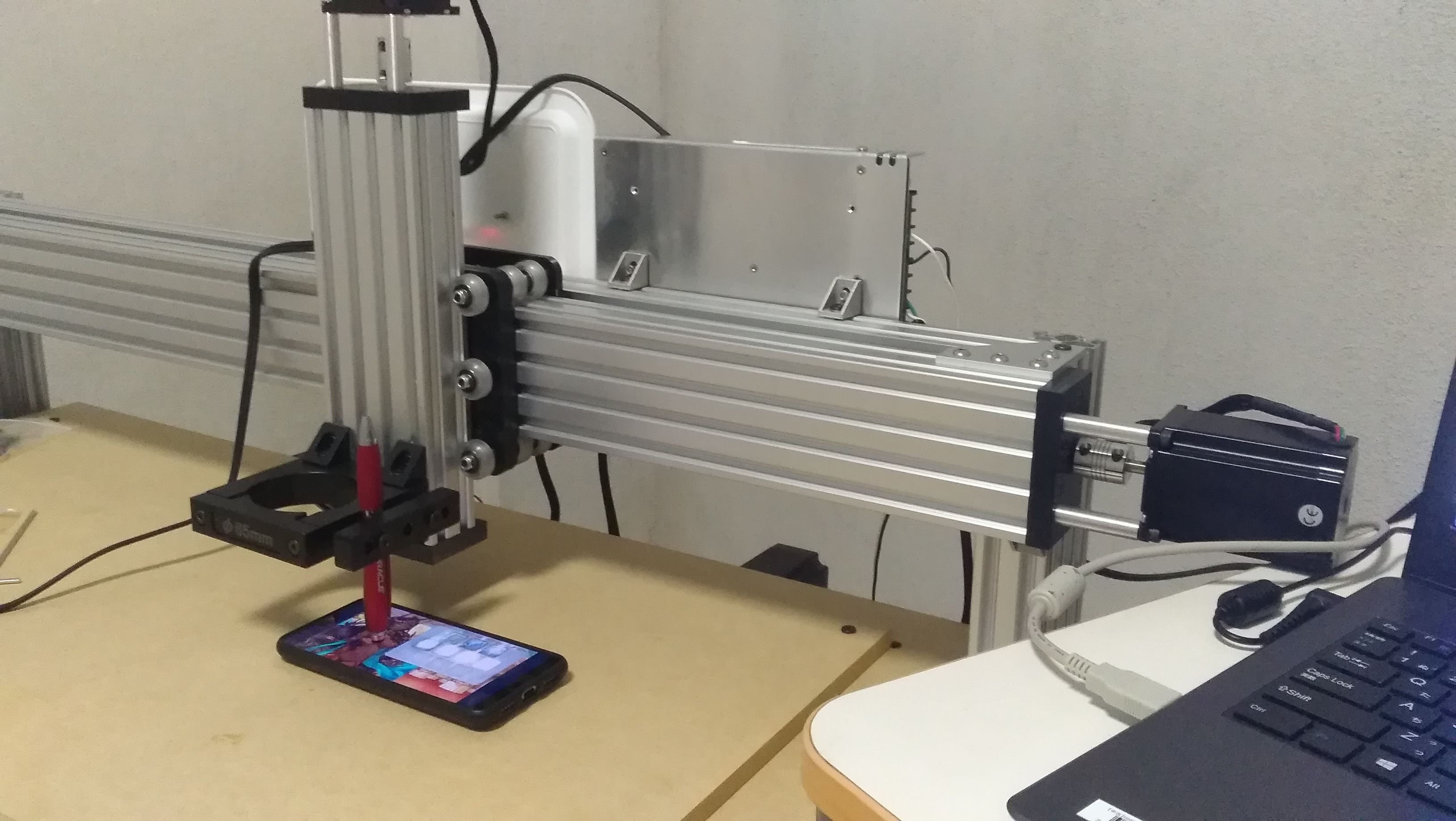
全自動FGOのボックスガチャ開封装置もつくってみました。
アルミ合金切削もできましたが別の用途で使っている頻度のほうが高い…
機械:C-BeamMachine剛性強化版 C-Beam Machine Xlarge(3軸CNC本体フレーム組立キット) – AvalonTech
ソフト:Fusion360
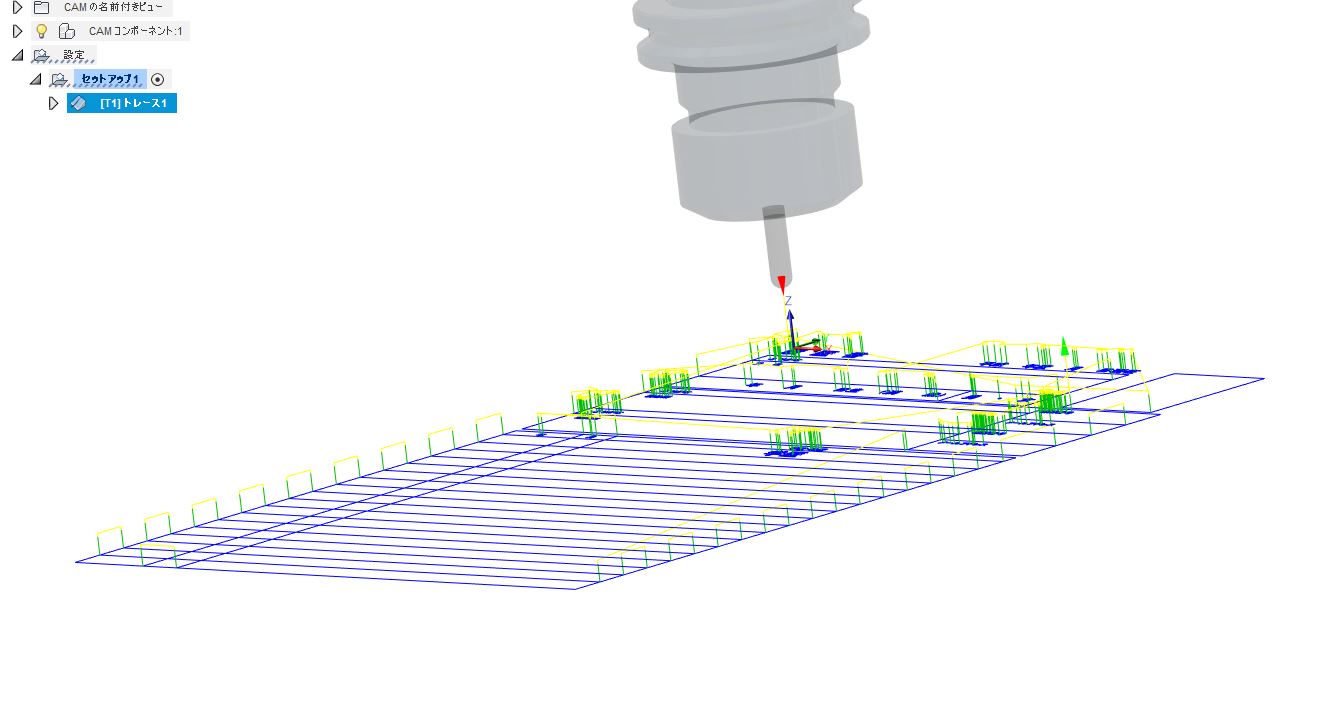
画像を等倍で配置して、ドリル加工パスでパイタッチするツールパスを作成。
10連を30回タッチしたらボックスリセットボタンと各種確認ウィンドウのボタンを押すように座標指示
ドリルの代わりにタッチペンを固定してレッツタッチ!
Z高さをミスするとスマホがブッ壊れるのでかなり緊張しましたが、指差し確認ヨシッしながら実行しました。
実際の動作の動画はこちら。
機械の動作は早くできますが、ゲームのウィンドウ表示速度はそこまで早くないのでこれ以上機械だけ早くしても空振りが増えるだけなのでこの速度になっています。
剛性の高いCNCマシンでやっていますが、今回は剛性のいらない作業なので中華CNCでも同様のことはできるはずです。失敗するとスマホが死ぬのでおすすめはしません。
Gym
7
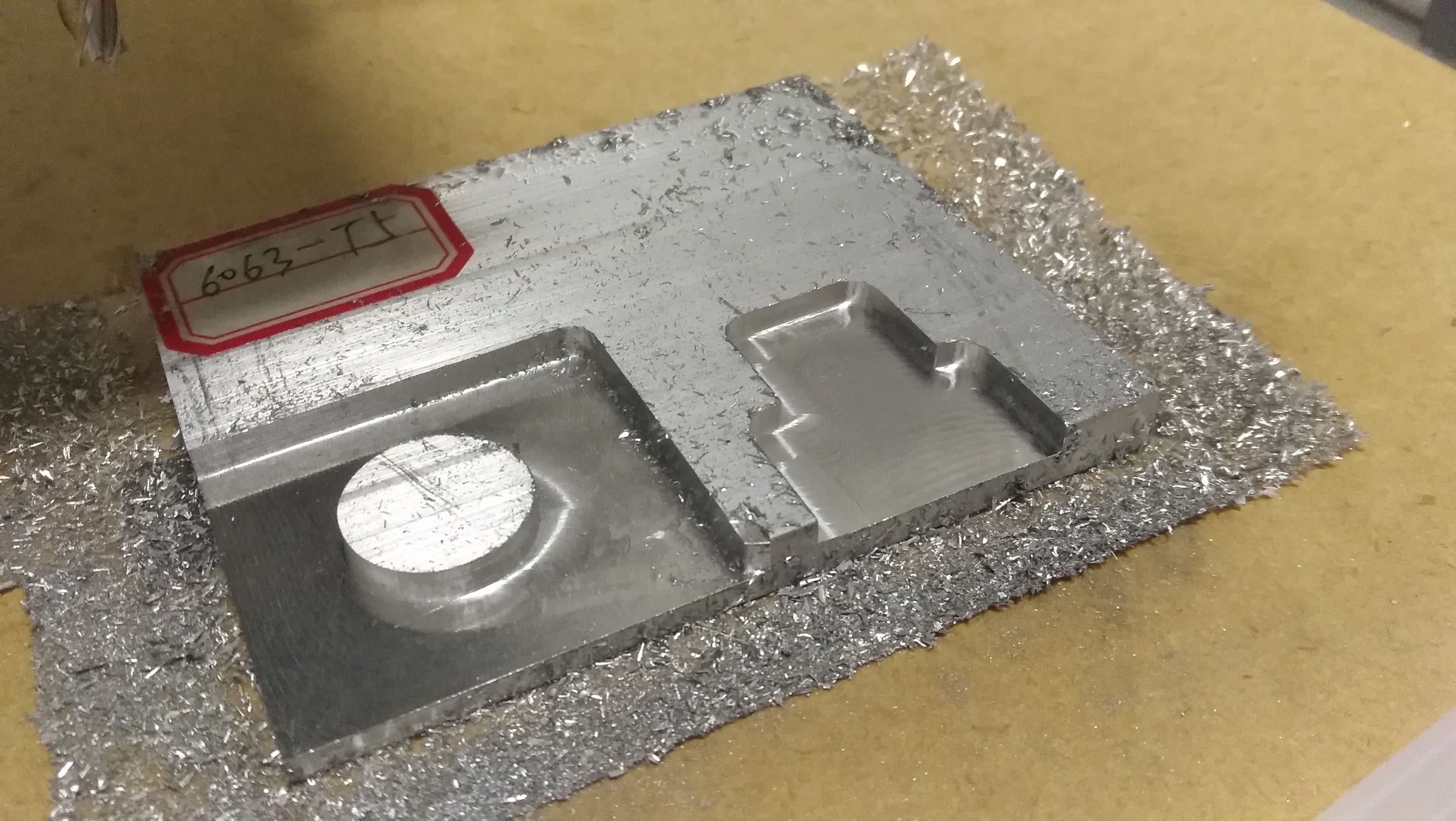
切削してみました。
フレーム:C-Beam Machine剛性強化型
スピンドル:高儀 EARTH MAN 電動トリマ TR-100
工具:コバルトハイス四枚刃 直径φ6mmフラットエンドミル
被切削物:アルミ合金(6063T5)
CAM:Fusion360負荷制御加工、両方向、送り速度700mm/min、最適負荷0.7mm、切込み深さ3mm、仕上げ代径方向0.2mm、軸方向0mm
仕上げ:等高線加工、ダウンカット、送り速度700mm、切込みピッチ0.6mm
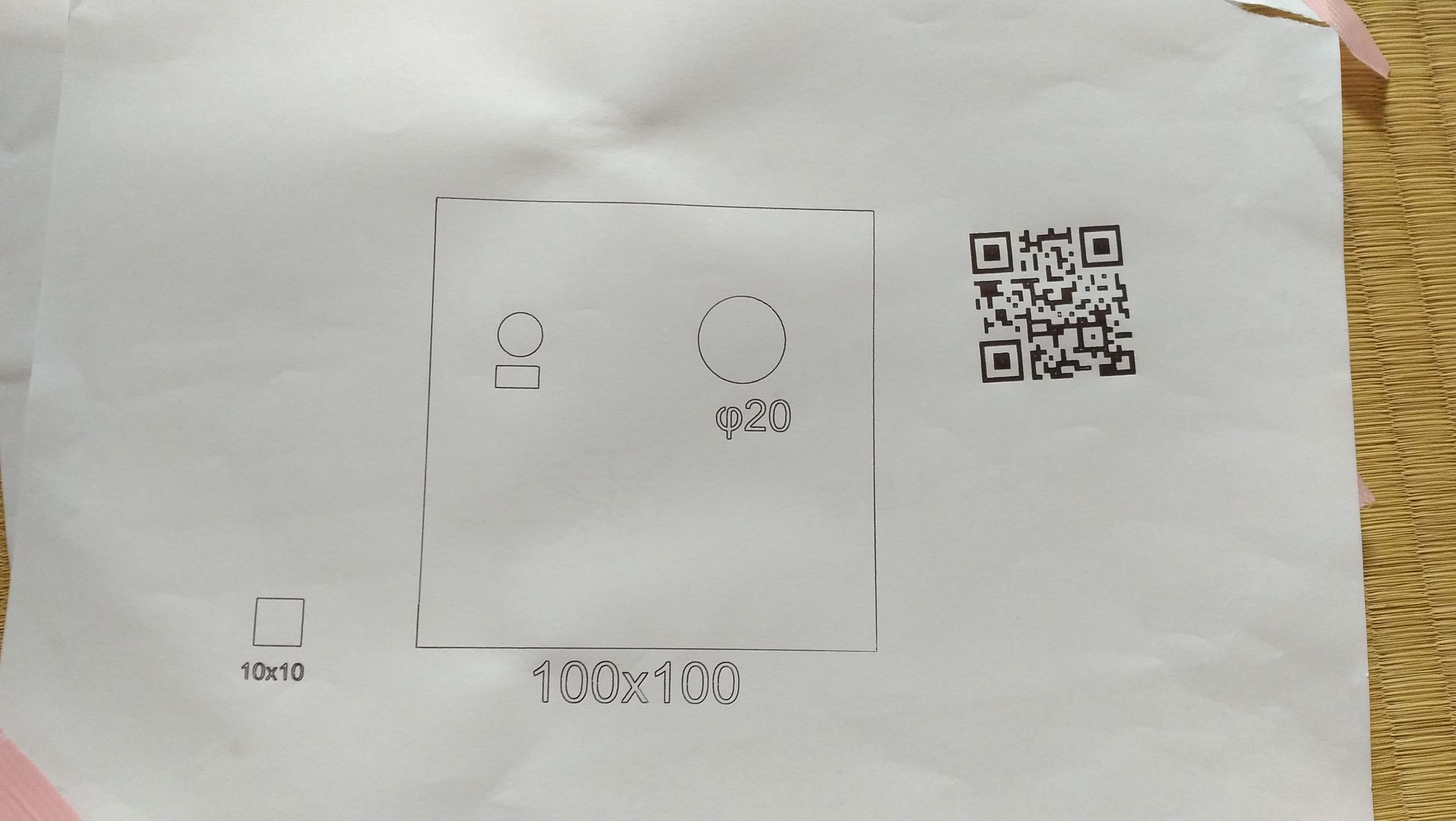
直径20mmの円を削り出して寸法を測ってみたところ、直径約19.6mm
正しい寸法から約0.2mm削り過ぎている状態。原因を切り分けるためにポケット形状を切削し、内側の幅を図ってみたところ
20mm幅になるべき部分は19.65
30mm幅になるべき部分は29.47
となったので、軸ズレや剛性不足で削り過ぎているわけではなく、GRBLのスケールが少しずれているのではないかと仮定。
現在の設定はハードウェアの寸法から算出されたこうなるハズ、という机上の値なので、上記のズレから機械の特性に合わせて調整。
具体的には1mm進むためのステップ数を199.98から203.5に変更。
この条件で直径20mmの円を仕上げ代0.2mmで(直径20.4になる設定)削り出したところ、直径20.37~20.51mm
途中でルーターがご臨終したため仕上げができていませんが、精度は±0.05程度まで詰めれそうな寸法となりました。
(画像は都合のいいところのもの)