C-Beam X-Largeを使っておりますが、暫くは問題なかったのですが、Zプローブ後、[Z0]をクリックするとワーク原点より2mm程高い位置で停止します。
ワーク原点まで手動で[Z-]で2mm下げるとエンドミルの先端は期待する位置で停止します。
特別何も変更してないのですがご教授頂けないでしょうか?
こんにちは
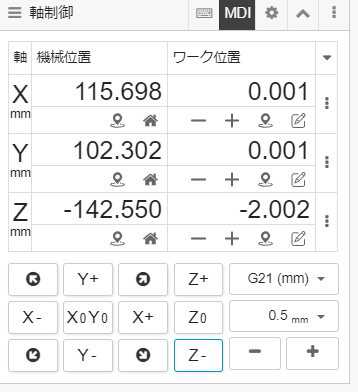
こちらの画像は[Z0]を押して後に[Z-]で2mm下げた後(工具先端がワークに触れている状態)の画像でしょうか?
もしそうであれば、工具先端がワークに接触している状態で、画像のZのワーク位置が-2.002と表示されているので、Zのワーク原点(Z0)は板よりも2mm程高い位置に設定されてしまっていることになります。
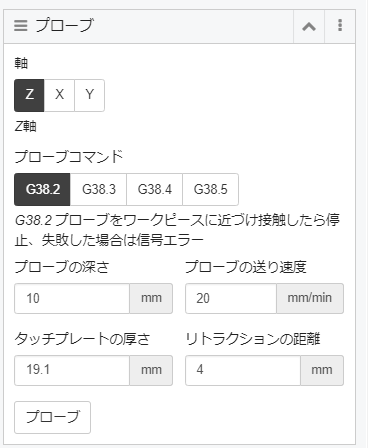
CNCjsのプローブ部でボタンを押した後に実行されることはタッチプレートに工具がタッチした時の位置(z座標)を検出し、その位置からタッチプレートの厚さ分オフセットしたところにワーク原点を設定するということをしています。
このため、
- 指定しているタッチプレートの厚さが実寸値より小さい
- タッチプレートとワークの間にゴミ等挟まっている
といったことがあると、指定している19.1mmのオフセット量ではワーク表面までのオフセットが足りず、ワーク原点設定にワーク表面より高い位置にZのワーク原点が置かれるということが発生します。
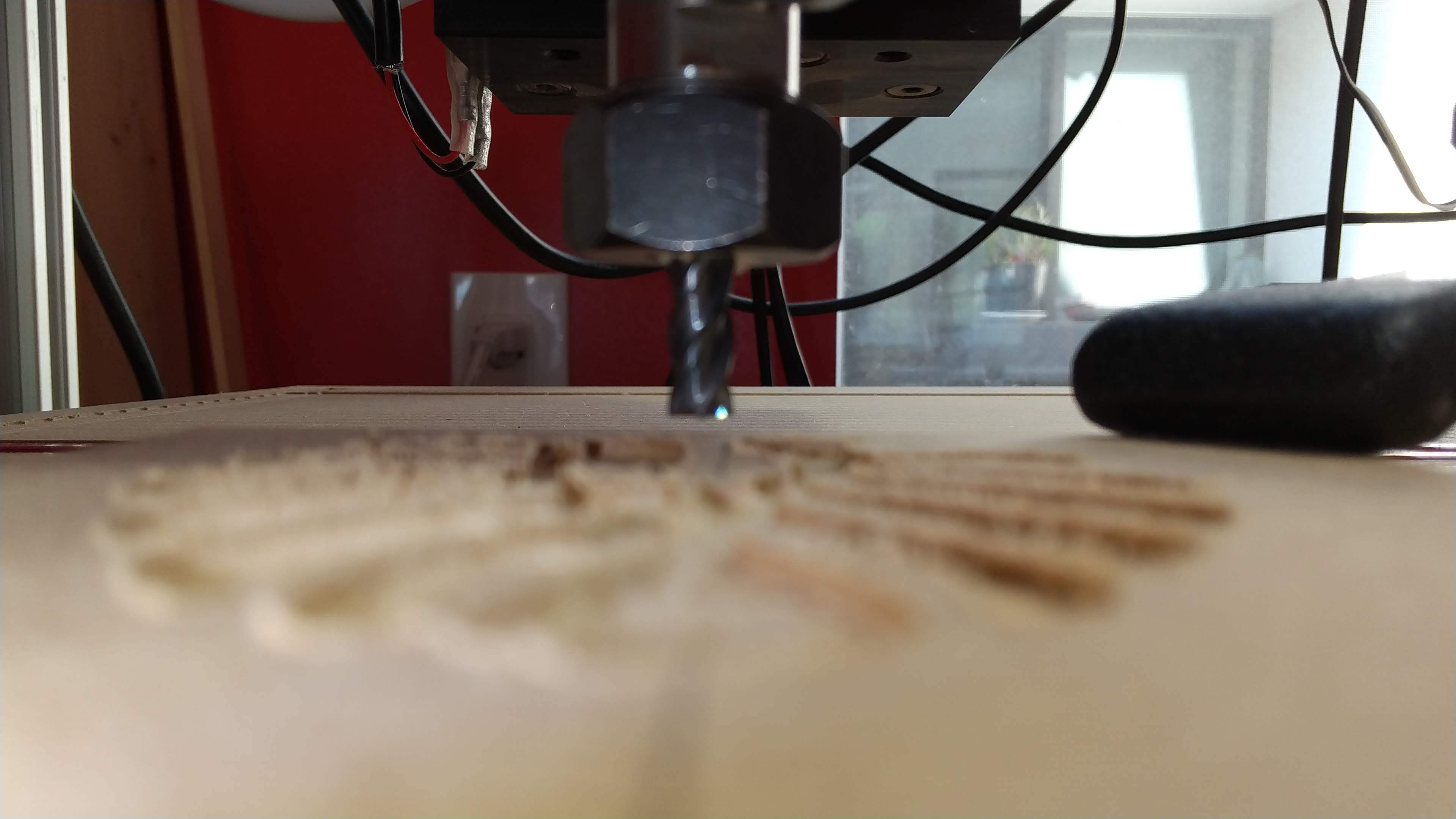
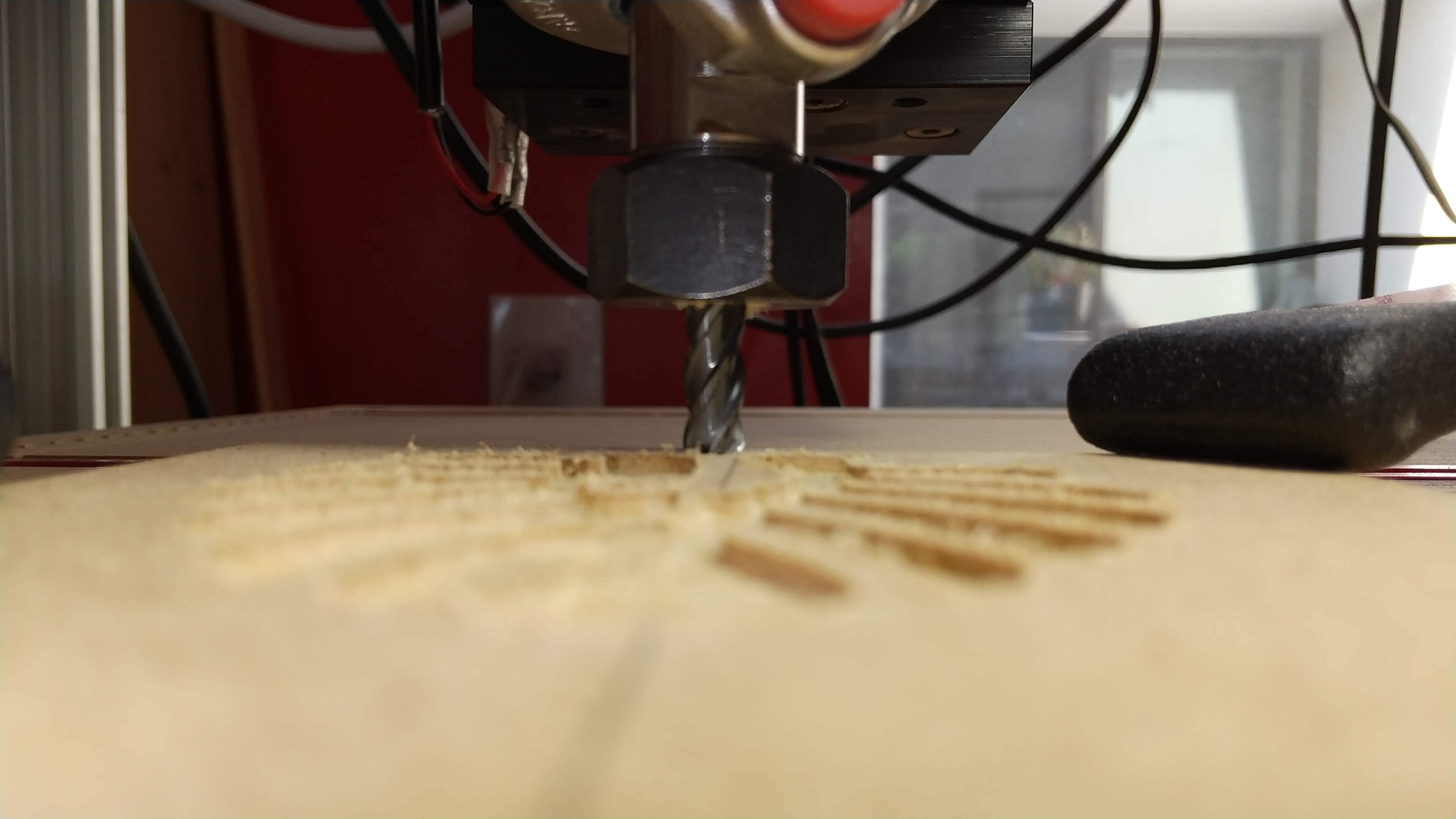
画像を見るに結構バリやゴミ等ある部分で測定している可能性があるので、もう一度平らな部分で測定をしてみてください。
nyaru様、ご教授ありがとう御座います。
ご指摘頂きました事項については何度もチェックし、材料や工具は少なくとも5回程交換する度にZプローブを実行しましたが、常に+2.000mmの位置にZ軸のワーク原点が設定されてしまいます。
- 指定しているタッチプレートの厚さが実寸値より小さい
- タッチプレートとワークの間にゴミ等挟まっている
本日、再度、ご指摘頂きました点を踏まえてZプローブを行ってみます。
一昨日は問題なかったですが、昨日はZプローブを行う度の現象でした。
なるほど。そうなると、CNCjsのプローブの処理の問題か、タッチプレートに工具が当たる前に誤反応してしまっているかの可能性がありますね。
以下を確認してみると良いかもしれません。
-
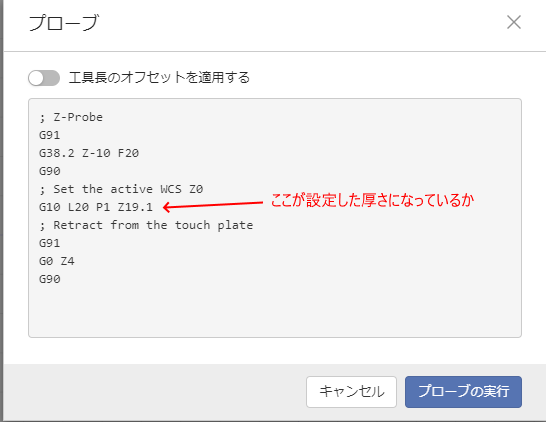
プローブボタンを押したときに出てくるコマンドの
G10 L20 P1 Z19.1のZの部分が設定しているタッチプレートの厚さになっているか
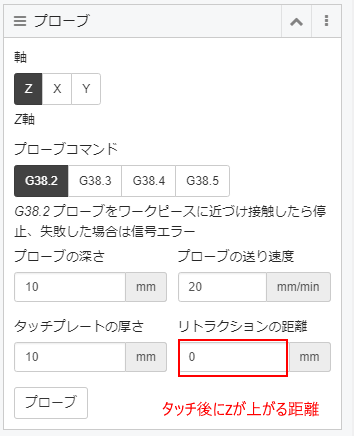
-
プローブパネルのリトラクション距離を0に設定してプローブボタンを押して工具をタッチプレートに接触させた時に工具・プレート間に2mm程度隙間が空いていないか
-
タッチプレートとクリップの極を逆にしたらどうなるか。(クリップ側をGND、タッチプレートをSIGに接続)
他に試してみることとして、原因はわからなくなってしまいますがパラメータの全リセット($RST=*)やファームウェアの書き込み直しという方法もあります。
nyaru様
ご返信、ありがとう御座います。
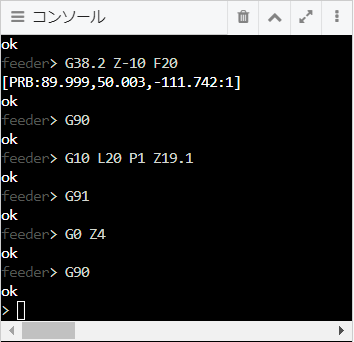
Zプローブ実行後のコンソールは問題ないようですが[Z0]をクリック後の工具はワーク原点より約+2mmの位置で停止する動きに変わりはありませんでした。
リトラクションの距離を0に変更した場合も問題ありませんでしたが、同じく、工具は約+2mmで停止しました。

$RST=* を実行後にZプローブを実行後、[Z0]をクリックすると工具はワーク原点でちゃんと停止しました。

10 x 10 x 2 mmの正方形を切削した結果を$100~$102に反映しておりますが、$102=183.486 を設定後にZプローブを実行し[Z0]をクリックすると、やはり、同じくワーク原点より約+2mmnoの位置で工具は停止しました。
$102の設定値がZプローブに影響するのでしょうか?
これはstep/mmの設定値の問題かもしれないですね。
$102はZのstep/mmの設定ですが、軸を1mm動かすのに必要なモーターのパルスの量を指定するパラメータです。この値に過不足があると希望移動量と実移動量に差が生まれてしまいます。
特にプローブの場合、タッチプレートにタッチした位置からワーク表面までは距離を指定してオフセットしてワーク原点を設定しており、実際にワーク表面をタッチしているわけではないので、軸を動かしていない分この差がでてきます。
マシンの設計上のstep/mmは200なので、200前後のパラメータ値は正常だと思いますが、180台の設定値はかなり小さい値だと思います。
試しに機械として正しいstep/mm値を200と仮定したとき、設定step/mmを183とした場合の移動量の差は
1mm動かした時のズレ量 = (200 step/mm - 183 step/mm) / 200 step /mm = 0.085
19.1mm動かした時のズレ量 = 19.1 * 0.085 = 1.62
となり2mmにはなっていませんが、近いズレが生じることになります。
もう一度Zのstep/mmを設定し直すと良いかもしれません
nyaru様
早々のご返信、ありがとうございます。
約2mmの差は、プレートの厚み19.1mmとリトラクションの値:4mmの合計:23.1x0.085 = 1.9635 mm なんだと思います。
Zのstep/mmの値を再設定してみます。