ワーク原点設定に使える道具であるXYZプローブについて紹介します。
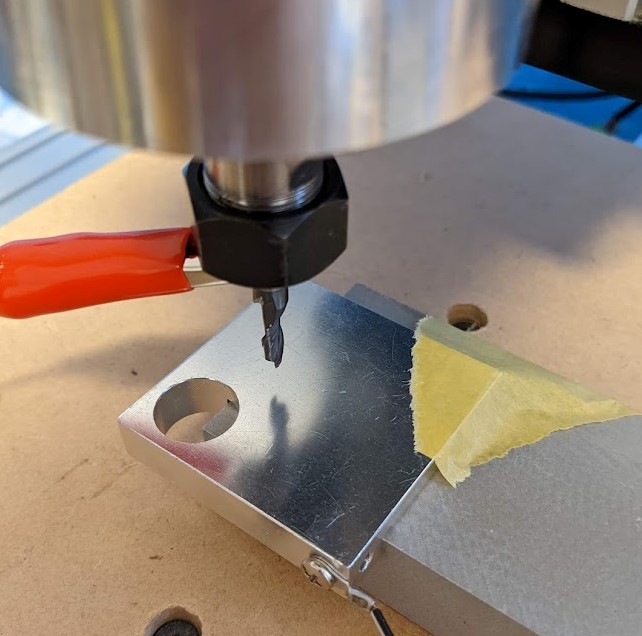
Zプローブはワークの表面のZ座標を設定するのに使いますが、XYZプローブはワークの角のX、Y、Z座標を求め、ワーク原点を設定するのに使用します。
注意点
エンドミルとプレートとの接触の検出方法はZプローブと同様に電気的な導通です。
このため、導電性のないコーティングがされているエンドミル等では使用できません。
またワークの角に置く性質上、角材以外のワークには適用できません。
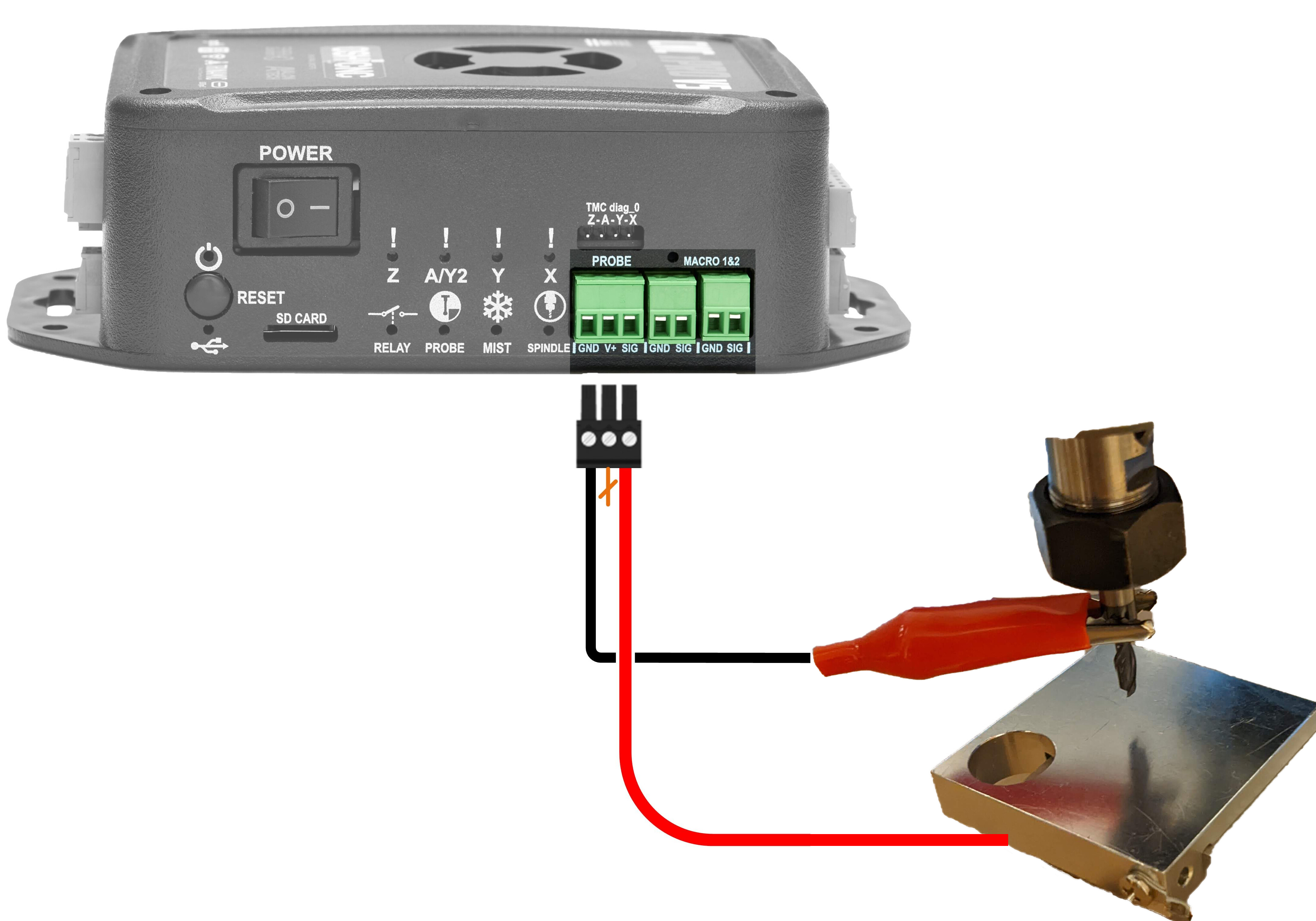
配線
配線はZプローブと同じです。GNDとSIG端子に接続します。
SIGをクリップ側に接続すると誤作動を起こす場合があるという報告があるので、クリップ側はGNDにすると良いでしょう。
CNCjsでの使い方
CNCjsでXYZプローブを使う場合はマクロ機能を使います。
(※CNCjs1.9.18の場合、XYZプローブのマクロが失敗することがあります。もし動作に失敗する場合は1.9.22では動作確認できていますので、CNCjsのバージョンを変更してみてください。)
CNCjsの右側のウィジェット欄にマクロという部分があります。
+ボタンを押して新しいマクロを保存します。
以下のように追加します。記入する内容は次以降の項を確認してください。
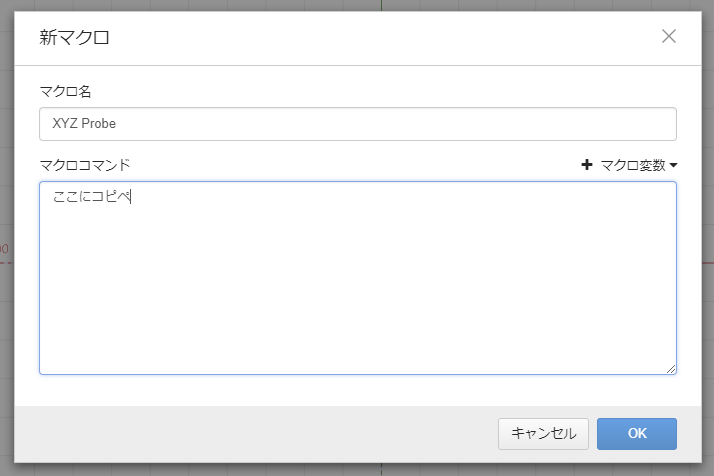
実行する際は再生マークを押すと実行できます。
CNCjsのマクロ機能の詳細については以下をご確認ください。
XYZプローブプレートの外形をつかうマクロ
CNCjs公式が配布しているXYZプローブ用のマクロがあります。
https://github.com/cncjs/CNCjs-Macros/blob/master/C3D_3axis_probe
上記のものを使用しても良いですが1方向の角にしか対応していないため、CNCjs公式が配布しているマクロをベースに4方向の角に対応したマクロをこちらで配布しています。
このマクロの特徴
- 工具径を測りマクロに入力する必要あり
- タッチプレートの端面をタッチするためズレにくい
使い方(修正版マクロ)
エンドミルを穴に入れて、エンドミルの先はプレート表面より下にしてからスタートさせます。
マクロ開始前に%ENDMILL_DIAMETER、%Z_PROBE_KEEPOUT_X、%Z_PROBE_KEEPOUT_Yの値を確認・修正しましょう。
またタッチプレートの各寸法も確認し修正しておきます。
%PROBE_BLOCK_Z、%PROBE_BLOCK_Y、%PROBE_BLOCK_X
%ENDMILL_DIAMETERにエンドミルの直径を入力します。
%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_Yを変更することでワーク原点をどの角でも取ることができるようになっています。
%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_YはXYZプローブの穴から見たXYZプローブの中心方向の移動量(上面をタッチする際の移動量)です。
実際の動作は以下から確認できます。なお、動画上の座標は%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_Yの設定値ですが、これは機械の座標軸の向きによって異なります。
動画上のXYの値のときの動きと自身の機械のXY方向が一致するとは限らないのでご注意ください。

XYZプローブの穴を使うマクロ
CNCjs公式が配布しているXYZプローブの穴を使うマクロがあります。
https://github.com/cncjs/CNCjs-Macros/blob/master/3_Axis_Probe_with_Hole
CNCjs公式が配布しているマクロをベースに4方向の角に対応したマクロをこちらで配布しています。
このマクロの特徴
- 工具径を測る必要がない
- 固定しないとタッチプレートがずれる
使い方(修正版マクロ)
エンドミルを穴に入れて、エンドミルの先はプレート表面より下にしてからスタートさせます。
マクロ開始前に%Z_PROBE_KEEPOUT_X、%Z_PROBE_KEEPOUT_Yの値を確認・修正しましょう。
またタッチプレートの各寸法も確認し修正しておきます。
%PROBE_BLOCK_Z、%PROBE_BLOCK_Y、%PROBE_BLOCK_X
%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_Yを変更することでワーク原点をどの角でも取ることができるようになっています。
%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_YはXYZプローブの穴から見たXYZプローブの中心方向の移動量(上面をタッチする際の移動量)です。
実際の動作は以下から確認できます。なお、動画上の座標は%Z_PROBE_KEEPOUT_Xと%Z_PROBE_KEEPOUT_Yの設定値ですが、これは機械の座標軸の向きによって異なります。
動画上のXYの値のときの動きと自身の機械のXY方向が一致するとは限らないのでご注意ください。
