Gym
1
毎回Zを少しずつ下げて音でZ原点を探していたのですが、プローブというものを導入してみました。
配線
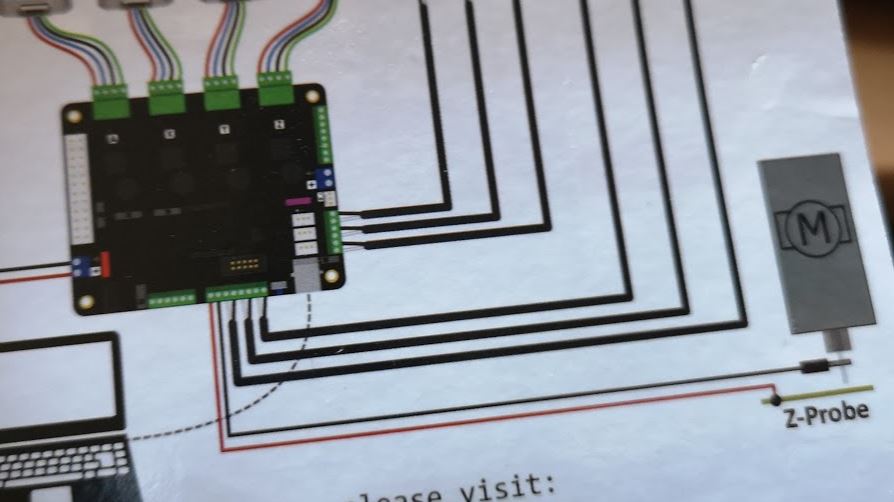
CNCxPROV4は付属の配線図にかかれている通りに配線します。
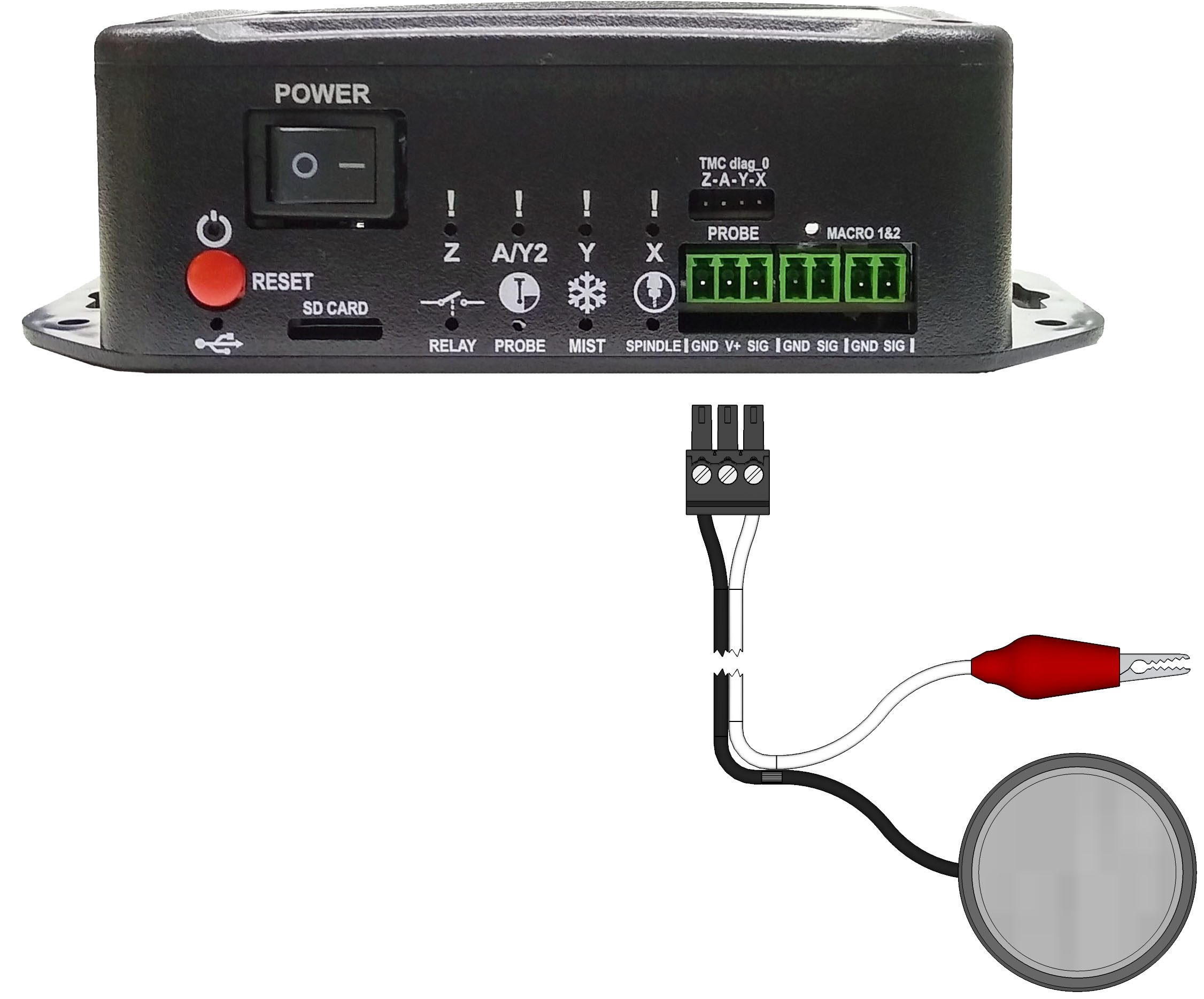
V5はWikiにある図のようにProbe端子に接続します。
引用: Hookup Guide · Spark-Concepts/xPro-V5 Wiki · GitHub
使い方(準備)
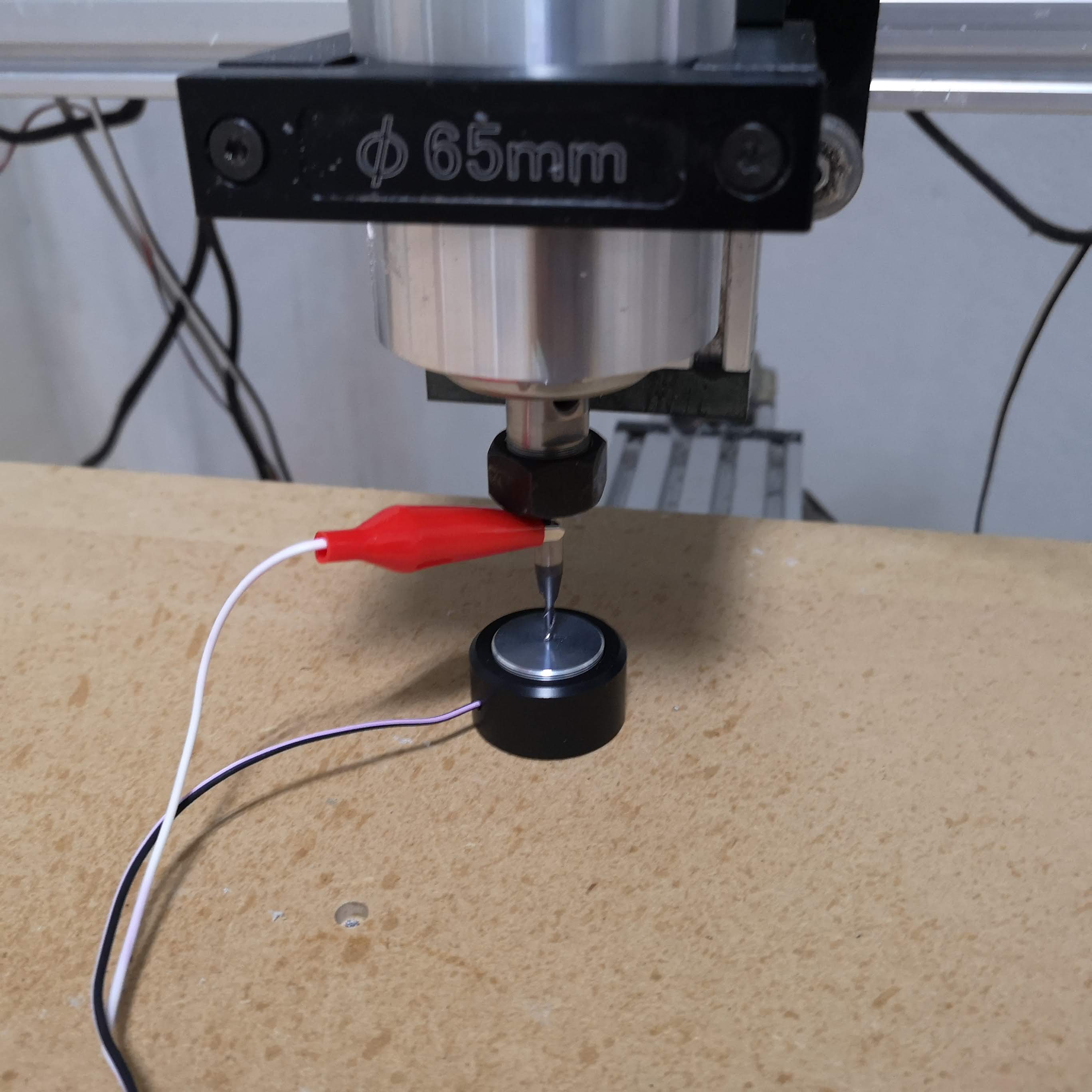
使う時はエンドミルをワニクリップで挟み、工具の下にセンサーを置きます。
ソフト側からプローブの指示を送るとZが少しづつ下がっていき、センサーにタッチすると停止します。
このときエンドミルの先端とセンサーの距離が遠すぎるとうまくプローブできないので
エンドミルとセンサーの距離は10mm程度に収まるように手動で近づけておきます。
使い方(CNCjs側)
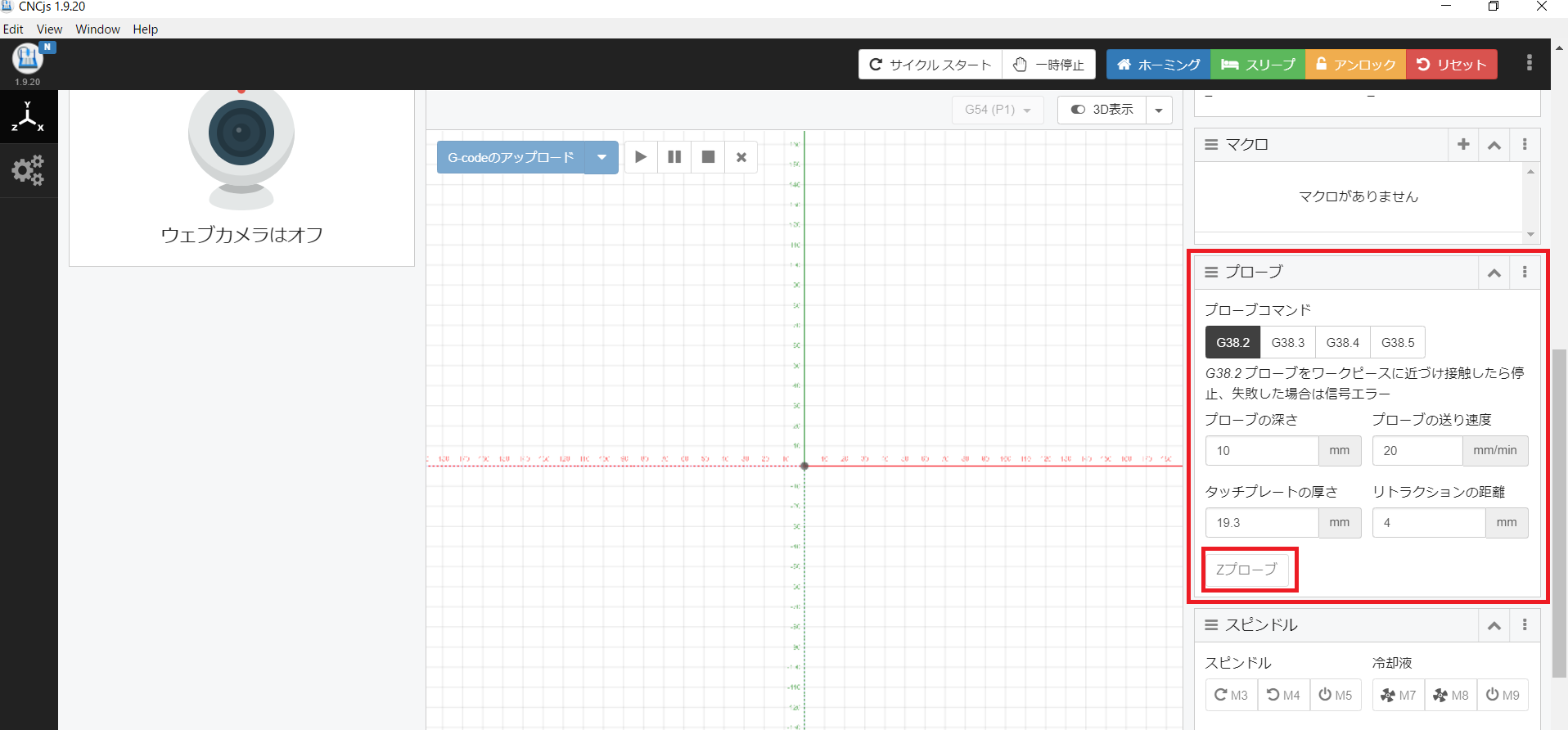
プローブのコマンドCNCjsの右下の方にあります。
画面をスクロールしないと隠れているので右側をスクロールすると「プローブ」画面が出てきます。
プローブコマンドはG38.2を使用します(G38.3はエラーで止まらない版らしいです)。
- プローブの深さ:この値分下がってセンサーに触れなかったらプローブ失敗となって終了します。
- プローブの送り速度:エンドミルが下がる速度、このままでいいです。
- タッチプレートの厚さ:センサーの厚みを測ってここに入力しておきます。
- リトラクションの距離:プローブが終わったあとにセンサーからエンドミルを退避させる量。このままで良いです。
この画像例では20mm/mの速度でZを最大10mm下げ、センサーに触れたら4mm上がって停止します。
センサーにタッチした高さからセンサーの厚み分引いた値が加工原点として登録されます。
kamigo
2
いつも分かりやすい説明有難うございます。
今回Z-プローブを購入して取り付けました。非常に簡単でした。が、、、
勘違いで下記の位置に回線を差してしまい、試し運転後にきずきました。
その後、Zのモーターは動かなくなり、、緑ランプが消えず、
カップリングを外したり、配線を直したり、再起動させたりしましたが
動きません。モーター交換しか解決できないでしょうか?
33.pdf (722.5 KB)
Gym
3
部品の交換は原因の切り分けをしてモーターが悪いのが確定してからで良いと思います。
モーターを別の軸のものと換えてみて動作確認はしてみましたでしょうか?
X軸とZ軸の基板に挿すところを入れ替え、基板のXと書かれているところにZ軸、基板のZと書かれているところにX軸が接続されている状態で動作確認することでモーターが悪いのか基板が悪いのか切り分けができます。
Z軸がプローブに突っ込んでがガガガッと鳴って止まったりはこちらでも何度かやらかしていますが、それでモーターが壊れたことは今の所ありません。基板がショートしたり、直してるうちにZ軸の配線が取れたり断線したりのほうが可能性がある気がします。
kamigo
4
Gymさま早速返信ありがとうございます。
原因の切り分けしてみました。確かにモーターは動きました。基盤の根本で差し替えしたので配線でもなく、
モータでもなく、基盤でした。
基盤のZ軸差込口横の警告ランプが緑で消えません、何か解決方法あるのでしょうか?
ご教授お願いします。
Gym
5
赤色の警告だと電源抜いてしばらく放置してつけ直すと消えるのですが、緑色は今の所なったことがありません…
今プローブをわざと失敗したり色々試してみましたが、緑ランプにはなってくれません。
メーカーのトラブルシューティングにも記載が見当たらない気がします。
電源オフ、USBも抜いた状態で20分ほど放置して再起動しても同様でしょうか?
kamigo
6
返信ありがとうございます。
いま、基盤からすべての配線(電源も含む)を外して、一時間ほど放置して、
電源の線を差してみました。それだけでz軸の緑ランプが点灯してしまい消えません。
基盤交換しか解決策はないのでしょうか?
Gym
7
明日は我が身なので先週基板のメーカー(SPARK)に問い合わせてみましたが、今の所返事はありません…
進捗があったらまた書きます。
kamigo
8
Gymさま有難うございます。
AvalonTechに相談したところ、
確認の為、動作品と交換して頂きました。
情報分かりましたら今後の為に教えてくださいませ。宜しくお願いします。
CNCjsを使っています。
加工開始する前はZ-probeを使用することができます。
しかし、加工途中に「M6」工具交換で一時停止した際に、
手動で刃物を交換した後で、Z-probeを使おうとすると「プローブ」ボタンがグレーアウトしていて、
押すことができません。
「M6」工具交換で一時停止した際にZ-probeを使うには何かほかの操作が必要でしょうか?
ちなみに関係あるかどうか分かりませんが、リミットスイッチを使って「ホーミング」ボタンで機械原点を設定して使用しています。
nyaru
10
M6(工具交換指令)はプログラムを途中で止めている状態であり、アイドル状態ではないので他のコマンドを受け付けないのではないかと考えられます
工具交換がある加工の場合は一つのNCプログラムで加工するのではなく、工具ごとにNCプログラムを用意するのが手っ取り早く良いかと思います
またこちらのCNCjsのwikiが参考になるかもしれません
「いいね!」 1
nyaruさん!
参考ページの紹介ありがとうございます。
このページをしっかり見ていけば分かりそうです!が、、、
「工具ごとにNCプログラムを分ける」方に逃げようと思います。^^
また質問させていただきます。
今まで、Z-probeが正常に機能していたのですが、
ワーク原点が1mmほど深く設定されるようになってしまいました。
CNCjsの値は以下の通り「タッチプレーとの厚さ」以外はデフォルト値です。
プローブコマンドG38.2
プローブの深さ10mm
プローブの送り速度20mm/min
タッチプレートの厚さ19.35mm
リトラクションの距離4mm
プローブを使わない方法(刃物を回転させ、Z軸を下ろしていき材料に当たって音が変わったところをZ軸のワーク原点にする)だと、うまく設定できます。
考えられそうな原因はありますでしょうか?
nyaru
13
YoshiYoshiChanChanさん
ほぼデフォルト値とのことなのであまり原因が思いつかないのですが,
- タッチプレートがへこんでいる→再計測
- 慣性の問題?(送りが遅いのでないとは思うが...)→プローブの送りを遅くして,リトラクションの距離も小さくする
あとはCNC側のハードウェアの要因かもしれませんが,そちらはあまり的確な回答ができないので他の方の意見を期待します.
nyaruさん
ありがとうございます。
あれから、いろいろ試しましたが改善できませんでした。
Z軸をバラして組みなおしてみようと思います。
CNCxPROv5でのz-probeの配線を教えてください
nyaru
16
こんにちは
私もまだプローブを動かしてないのですが,xPROのwikiには以下の図のような配線が載っています.
参考にしてみてください.
引用: Hookup Guide · Spark-Concepts/xPro-V5 Wiki · GitHub
「いいね!」 1
いつも投稿を参考にさせていただいています。ありがとうございます。
質問させてください。
プローブコマンドの『プローブの深さ』という項目は
何の長さのことなのでしょうか?
よろしくお願いいたします。
nyaru
18
こんにちは
プローブの深さはどれだけプローブを降下させるかです.
この値だけ工具・タッチプローブを降下させるので,この降下する距離以内にタッチする対象がないとエラーとなります.
「いいね!」 1
写真通りに配線してPROv5に差し込んでもCNCjsのプローブボタンを押しても反応がなく困っています。
Zプローブを使うにはPROv5で何か設定が必要でしょうか?