Art CNC Largeで精度調整をしています。
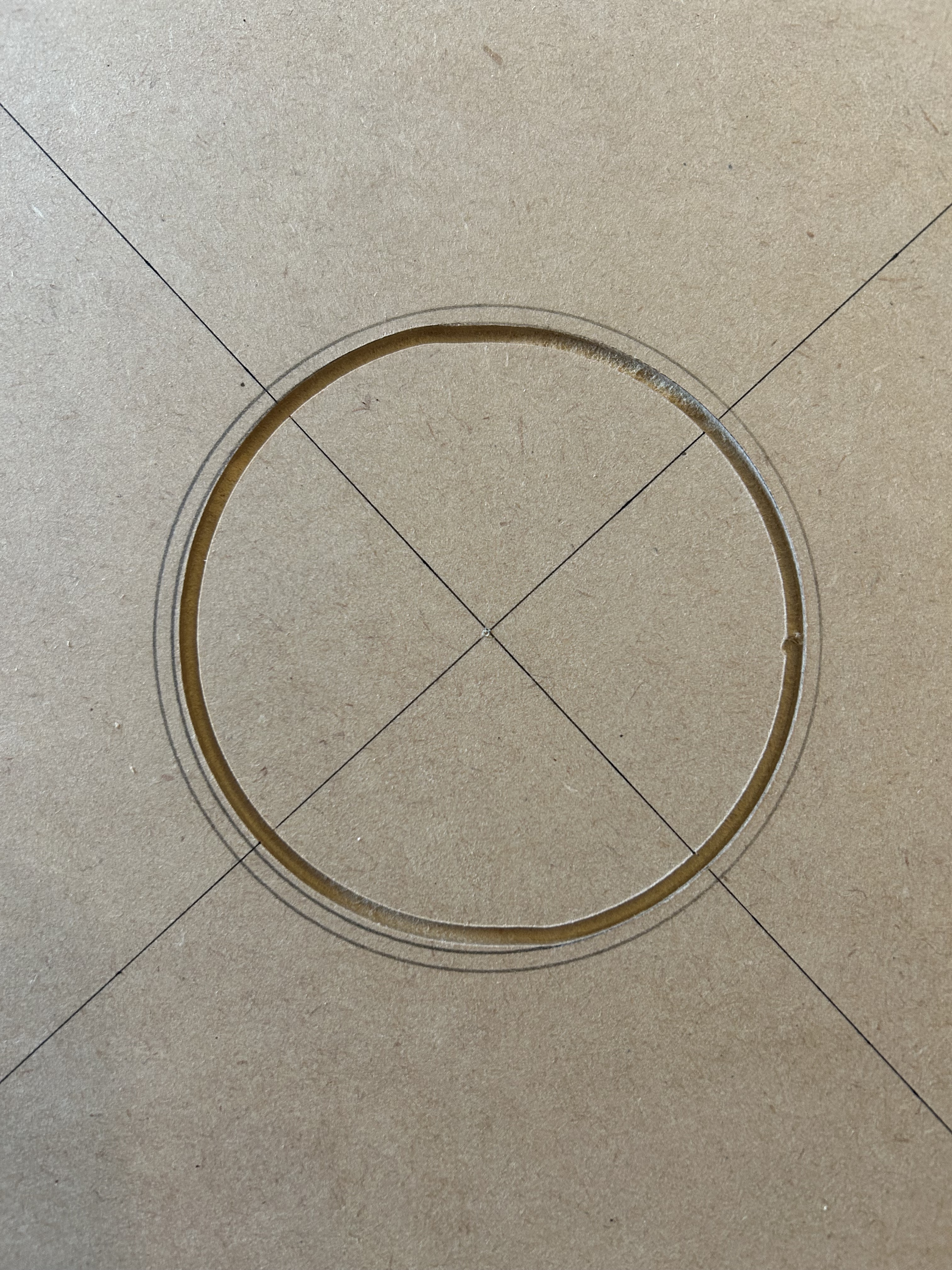
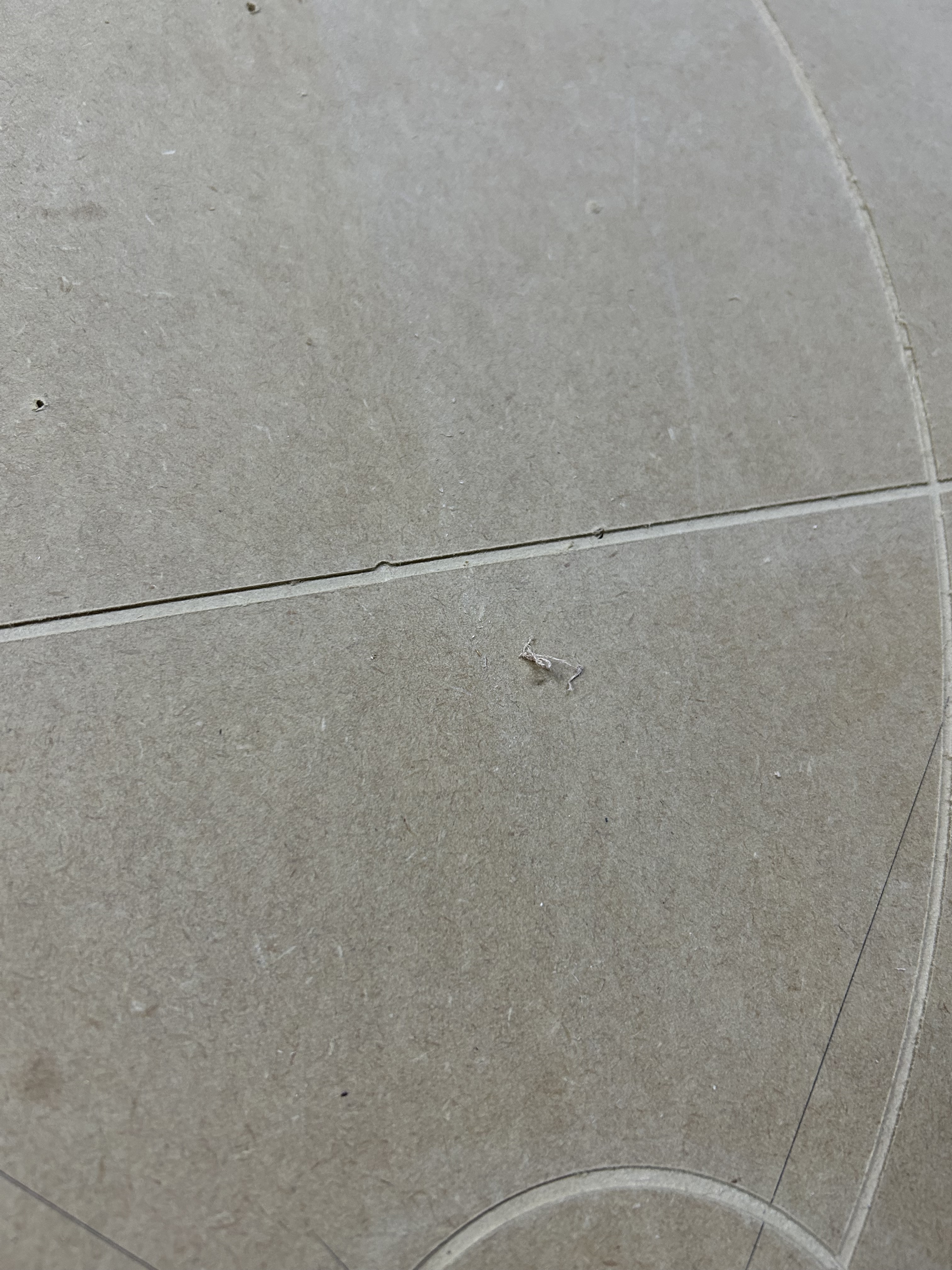
MDFから一辺が300ミリの正方形を削り出し、
その真ん中に直径100mmの穴を開けるテストをしています。
正方形の直角は出ていて、縦横300mmになっていますが、なぜか円の形が歪んでいます。
板に丸穴を開けて、丸棒を差し込んだりしたいので、可能な限り正円に近づけたいです。
正方形ができていて、円が歪むのは、XとYのモーターが単独では
正常に機能しているが、上手く連動できていないのかも、と想像しています。
円が歪む場合の調整方法はありますでしょうか?
<追記>
↓過去にもトピックがあったのを後で気付きました。
過去のトピックを参考にして以下の点も試しましたが
目視で分かるほどゆがみがありました。
荒加工パスと仕上げパスに分けて2段階でカットする(99→100mm)
加工スピードを落とす(1000→600→300mm/min)
ダウンカットになっているか確認する
素材をMDFからコンパネに変更
nyaru
2
こんにちは。
正方形の長さと直角は問題ないとのことなので、設定の問題とかではなく部分的に負荷に負けているのかなと思いました。
直線に対して円は負荷の方向が変わっていくので、負荷に負けた遊びのような部分が悪さをしており特にX→YやY→Xの移動の割合が変わる部分(写真の鉛筆線同士の中間部)でその部分のズレが開放されたのではないか、という想像です。
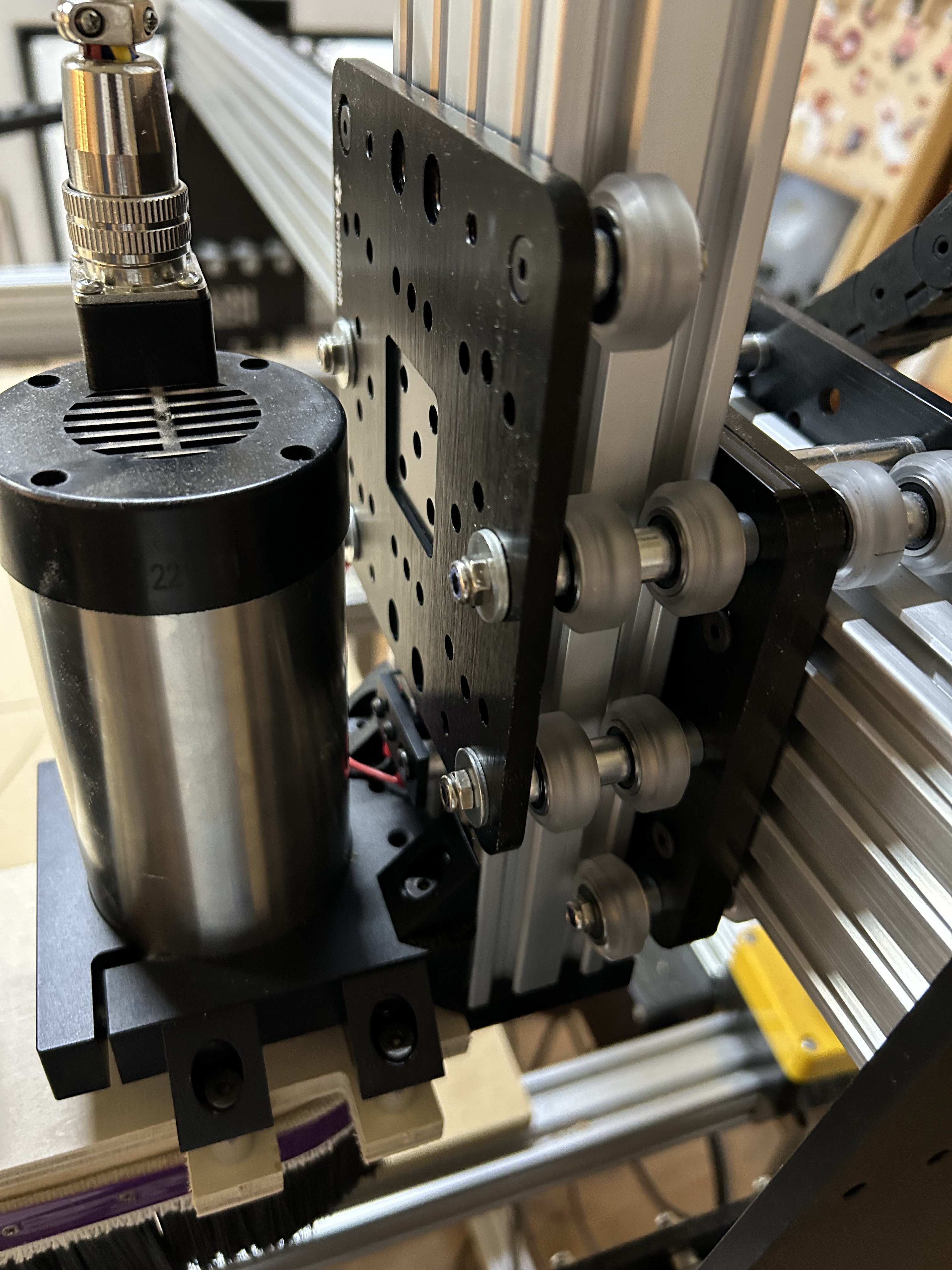
一番弱いのはZ軸のホイールで掴んでいる部分だと思うので、一度その部分がぐらつきがないか、ホイールがフレームを挟み込んでいるか(手で回ってしまうことがないか)を確認してみると良いかと思います。
この構造の宿命なところはあると思うのですが、改善案としては
- Z軸方向の1回の切り込み量を小さくし、深さ方向に何度か切り込むようにする
- Z軸剛性補強キットを使ってみる
あたりかなと思います。
Zの切り込み量を小さくすることに関しては試しやすいと思うので、原因があっているかの確認も含めて試してみると良いかと思います。
「いいね!」 1
Gym
3
手元のマシーンを展示会に持っていくのにバラしてしまったのでどのくらい差がでるのかはわかりませんが
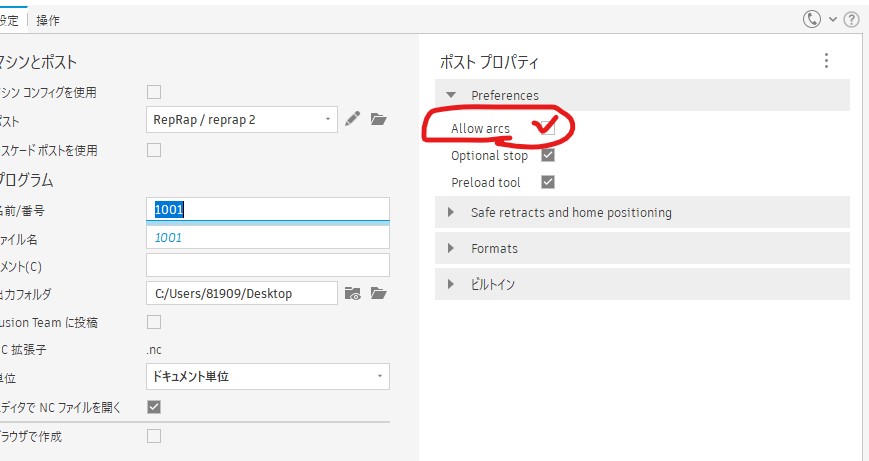
ポスト時のAllow arcsのチェックが入っていない場合は入れてみるのはどうでしょうか
チェックが入っていないとデータが細かい直線の連続になるのでそれが悪さをしているのかもしれません
「いいね!」 1
ありがとうございます。
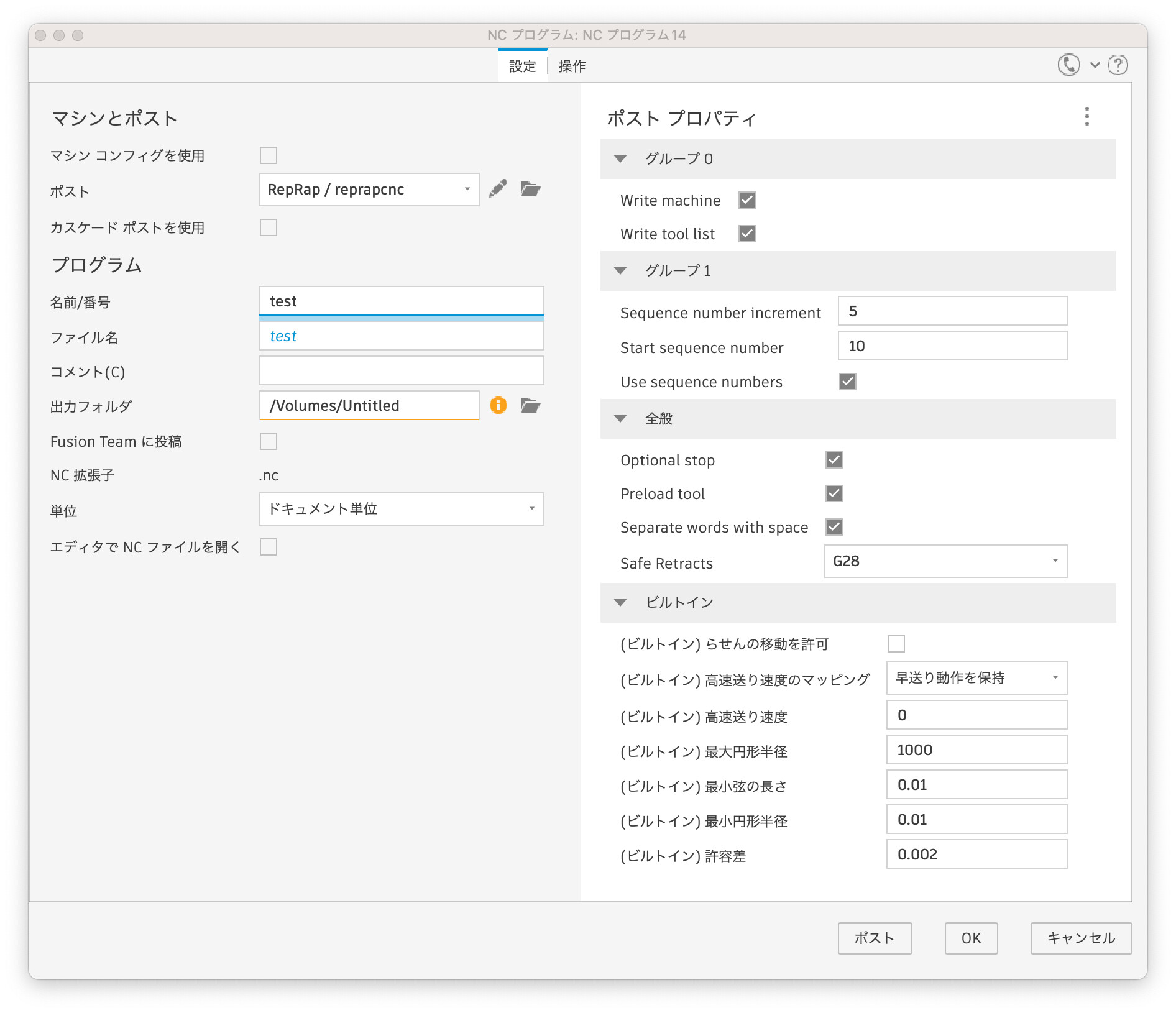
ただ、ポストで RepRap / reprapcnc を使用している場合、
Allow arcsが表示されないようです。
ありがとうございます。
確認したところ、手で回ってしまう箇所はなかったのですが、念の為、偏心ナットを増し締めしてみました。
効果がありそうですね。試してみたいです。
Z軸剛性補強キットを使ってみました。
円については若干、改善したような気もしますが、まだ正円にはなりません。
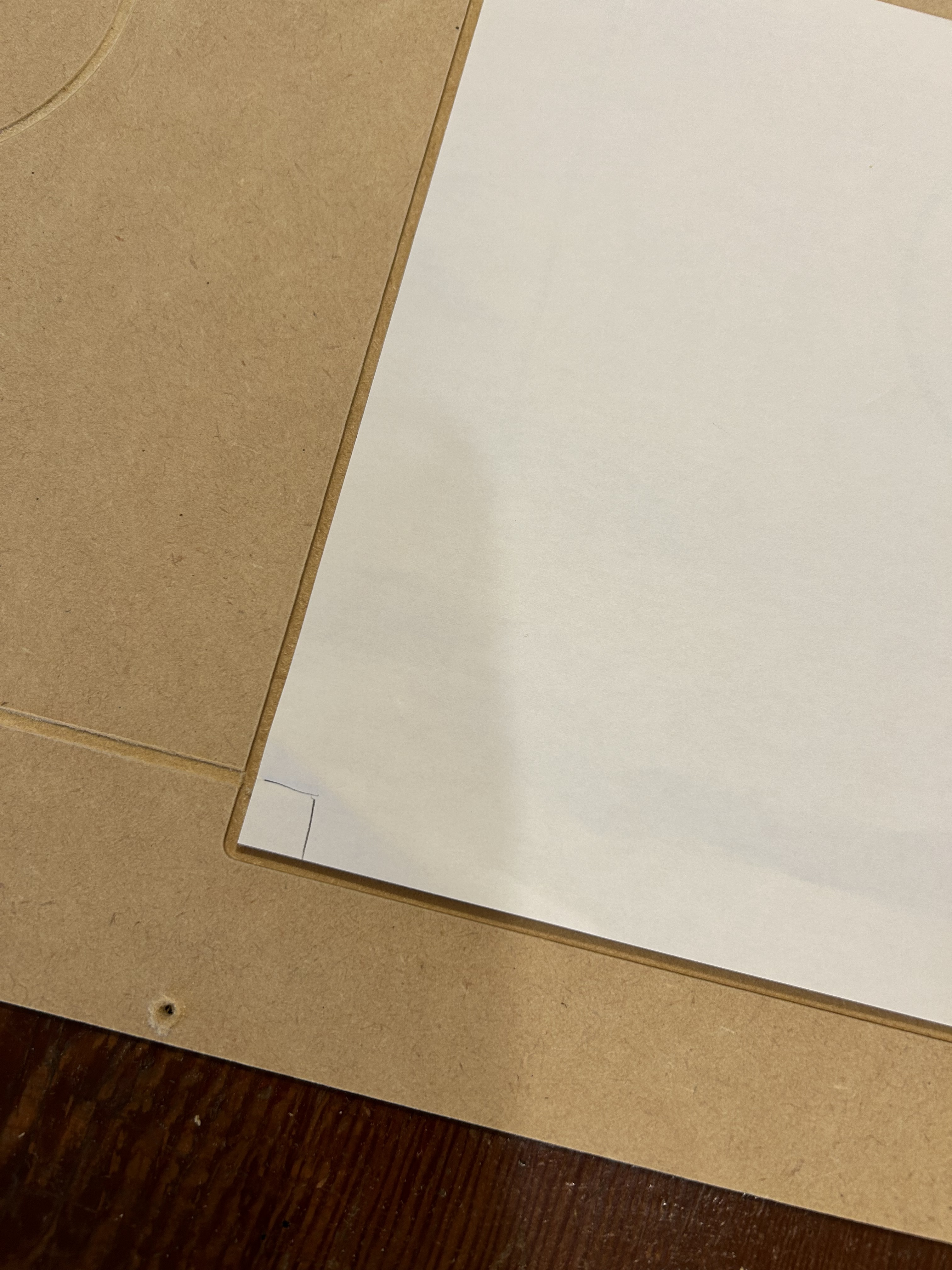
それと、X軸とY軸のVホイールで指で回るところがあったので、偏心ナットを締めたのですが、
そのせいか、周りの正方形の切削の最初と最後が合わなくなってしまいました。。。
偏心ナットを締める前もほんの少しは段差がありますが、そんなに気にならない程度でした。
↓
段差の原因はやはり偏心ナットの締めすぎなのでしょうか。
nyaru
7
これを見ていたら行き帰りでズレる症状からバックラッシュ(ナットブロックとリードスクリュー間の遊び)が発生している可能性もありそうだなと思いました。
バックラッシュは一方向に動いてから元の位置に戻って来た時のズレ量を測るとわかります。(例:+50動かして、-50したときにずれている量)
何らかの測定器で測定できればいいですが、もしないようであれば、ペンを持たせて線を描かせたり
実際に削らせてもいいかもしれません。
低減策としては
物理的にはナットブロックのボルトを少しだけ締めてやるとリードスクリューとナットブロックがさらに当たるようになりバックラッシュが低減する可能性があります。
あるいはソフト的に対応するにはDuetの最新のファームウェア(3.5.1)ではバックラッシュ補正が追加されたので、XYのズレ量を測ってみて設定することで軽減するかもしれません。
ただしこれはファームウェアの更新が必要かもしれません。(とはいっても、WEBUIのシステムのところにDuet2and3Firmware-◯.◯.◯.zipをアップロードするだけですが)
「いいね!」 2
ありがとうございます!
とても助かります。
ひとつずつ試してみます。
図星でした!
ナットブロックのボルトを締めると
円は滑らかになり、正方形の
最初と最後も合うようになりました。
どうもありがとうございます!!
「いいね!」 2
今度はナットブロックを締めすぎたみたいです。
同じ加工を再度行うとスタート位置がずれたり、
同じものを加工したはずなのに重ねると大きくずれるようになりました。
脱調が起きてしまったのかな、と予測しているのですが
そうだとしたら丁度良い締め具合というのは
実際にテストしながら決めていく感じでしょうか?
ただY軸のモーターのカップリングを手で回すと
そこまで力を入れなくても回せるので
ナットブロックが原因なのかどうかもはっきりしません。
nyaru
11
ワーク原点設定が間違っているとかとかでなければ脱調していそうですね。
おそらくですが、長い軸なので中央部とかがたわんで、部分的に負荷がかかりやすいのかと思います。あるいは切削の負荷が大きい(切り込み量が大きい、送り速度が早い)のかと。
実際に動かしてテストするしかないと思います。
加工はしなくても良いので、全範囲を軸を動かしてみてモーターが脱調していないか、行って帰ってくる(例+100,-100動かす)ときに同じ位置に返ってくるかを確認すると良いかと思います。
あとY軸は2本仕様だと思うのですが、互いのY軸がハの字とかになっていないか、互いに同じ位置かも確認しておくと良さそうです。
もし平行になっていなかったり、互いの位置がずれていたりすると負荷が増えると思うので。
または、別の手段としてモーターの電流量を増やすというのも一つの手です。
電流設定はconfigに
M906 X1500 Y1500 Z1500
のように記述されています。
ハイトルクモーターを使用している場合は最大3A(3000mA)まで使えたはずなので、Y3000とかにしても大丈夫かと思います。
ただ根本的な解決ではなくパワーで解決という感じになってしまいますが。
「いいね!」 1
3mmのアクリルから円を切り抜く加工をして、部分的に切り抜けていないところが
あったので、切削パスを0.5mm深くしてもう一度、同じ円を切り抜こうとしたら、
Y軸が5mm程度、手前側で加工が始まったのでジョブを停止をしました。
ワーク原点は変えていないので、脱調なのかなと思っています。
アクリルで切り込み量は0.3mm、送り速度は800mm/min なので
送り速度はもっと遅くしたほうが良い結果になるかもしれません。
他の方法も一つずつ確認していきます。
どうもありがとうございます!
Tohru
13
ナットブロックを締めると摩擦が大きくるなるので、潤滑油をリードスクリューに塗ってください。
チャリのチェーンに使うもので十分です。
「いいね!」 1
ありがとうございます!
3Dプリンタのリードスクリューに使う潤滑油があるので
それを塗ってみようと思います。