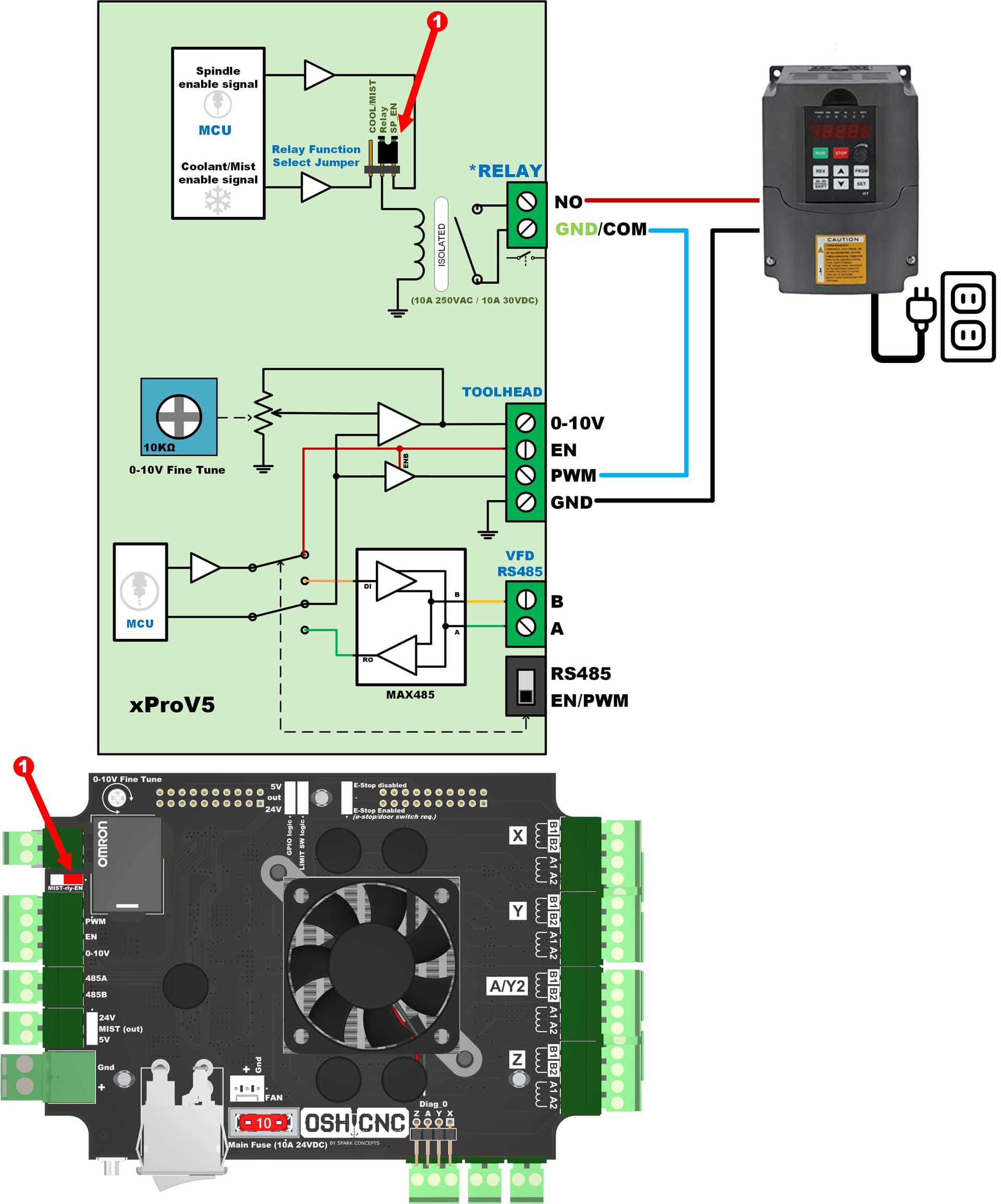
今までマキタのルーターをマシンに取り付けていましたが、産業用スピンドル+VFDインバーターを手に入れてみました。
少し使ってみてマキタのルーターとの違いなどわかったので、今後のために共有します。
メリット
- 低回転時の静音性
- 明確な回転数
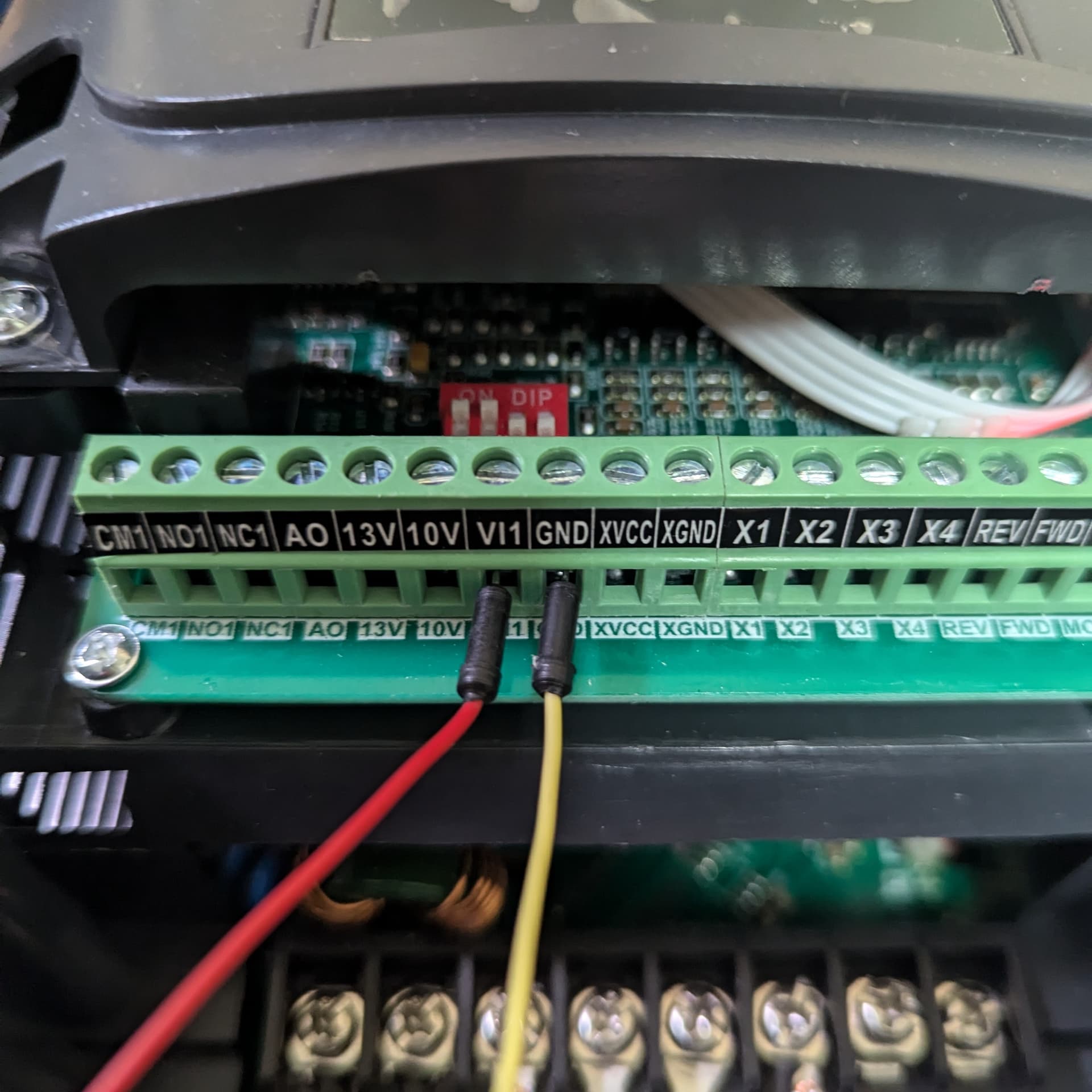
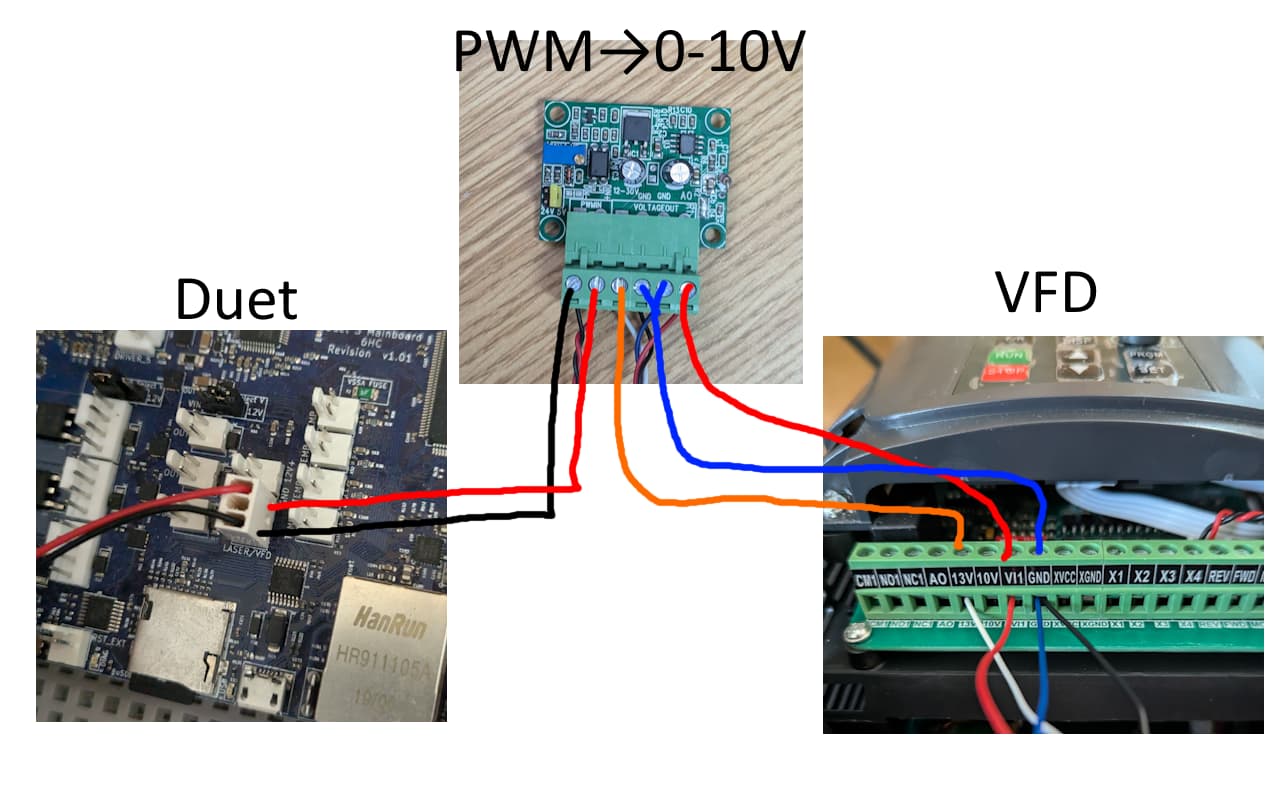
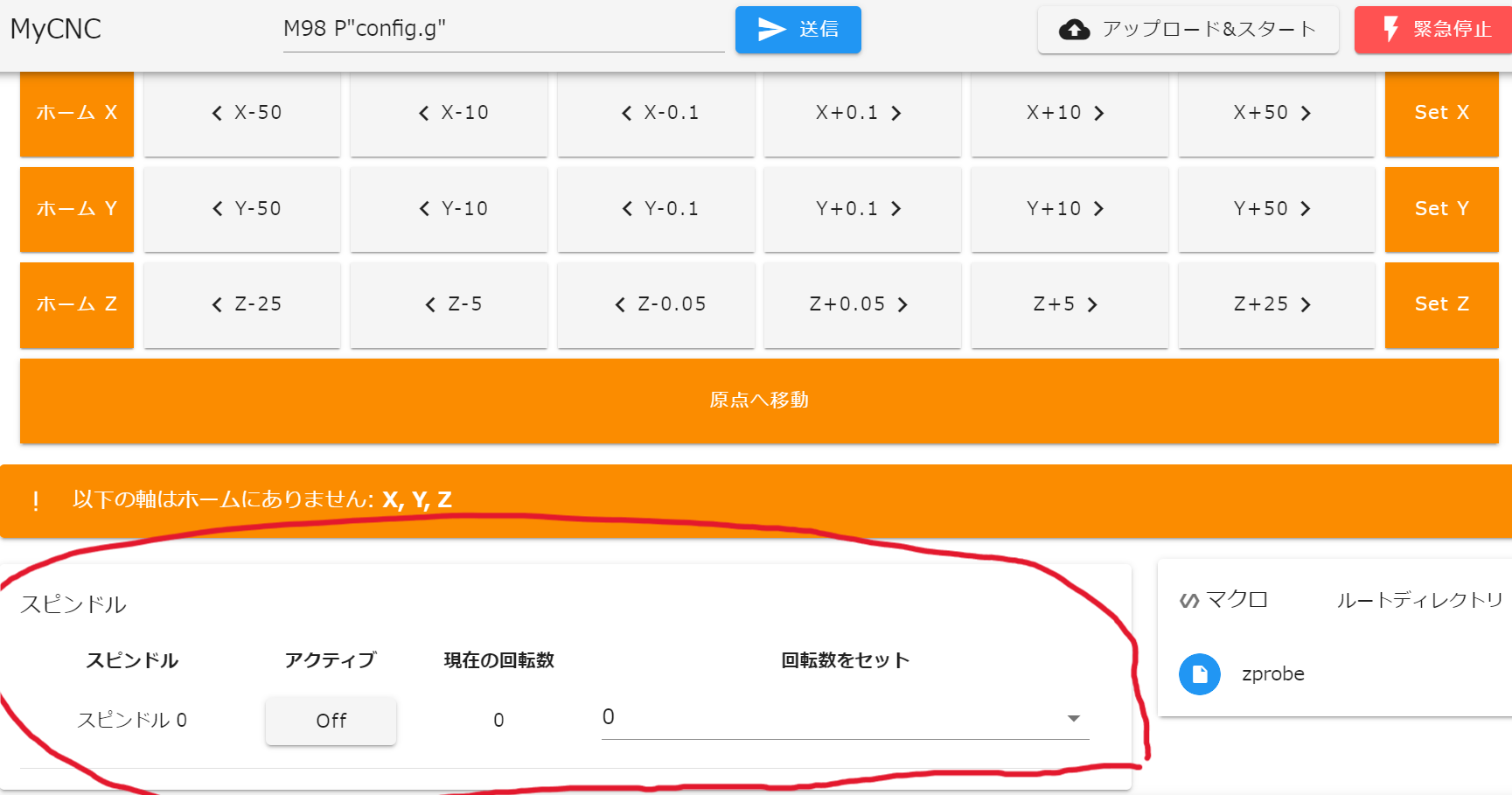
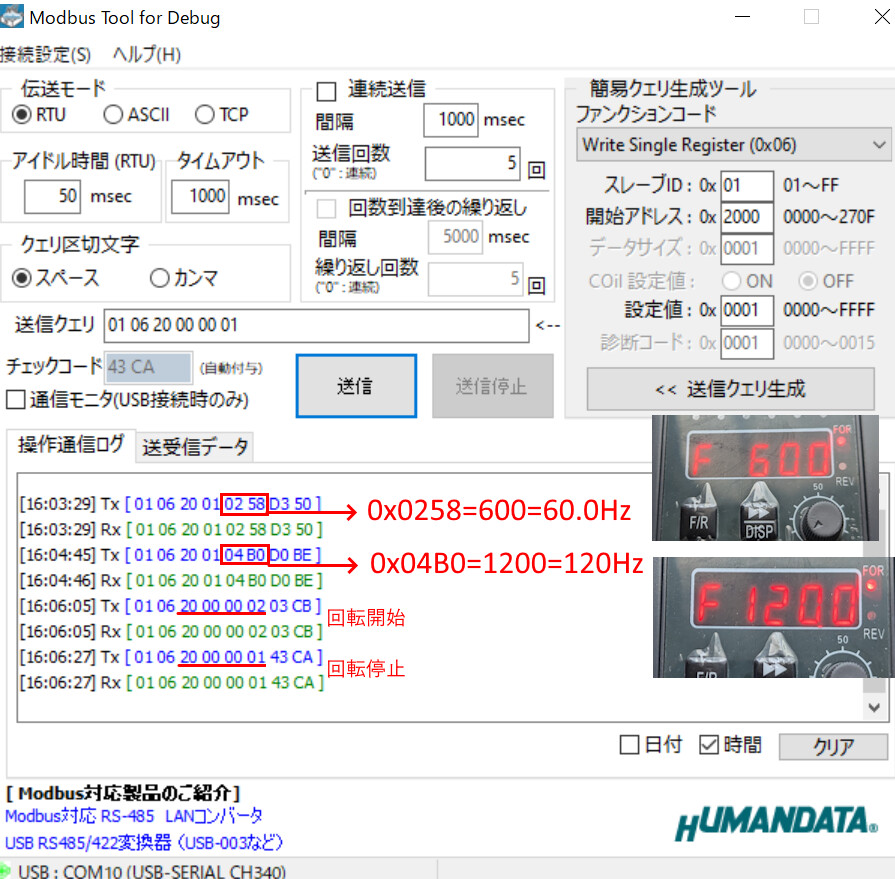
- 外部入力による回転数の変更
デメリット
- コネクタ作り等のセットアップが大変
- 重い
- 高い
簡単な結論
メリットは多くあるがセットアップが大変であるということ。これに尽きる。
個人的には長時間加工しない、切削対象も比較的柔らかめなどであればマキタのルーターの方がポン付けできて簡単なので優先されるかなと感じた。産業用スピンドルだと1段階ハードルが上がってしまうかなという印象。
詳細な内容
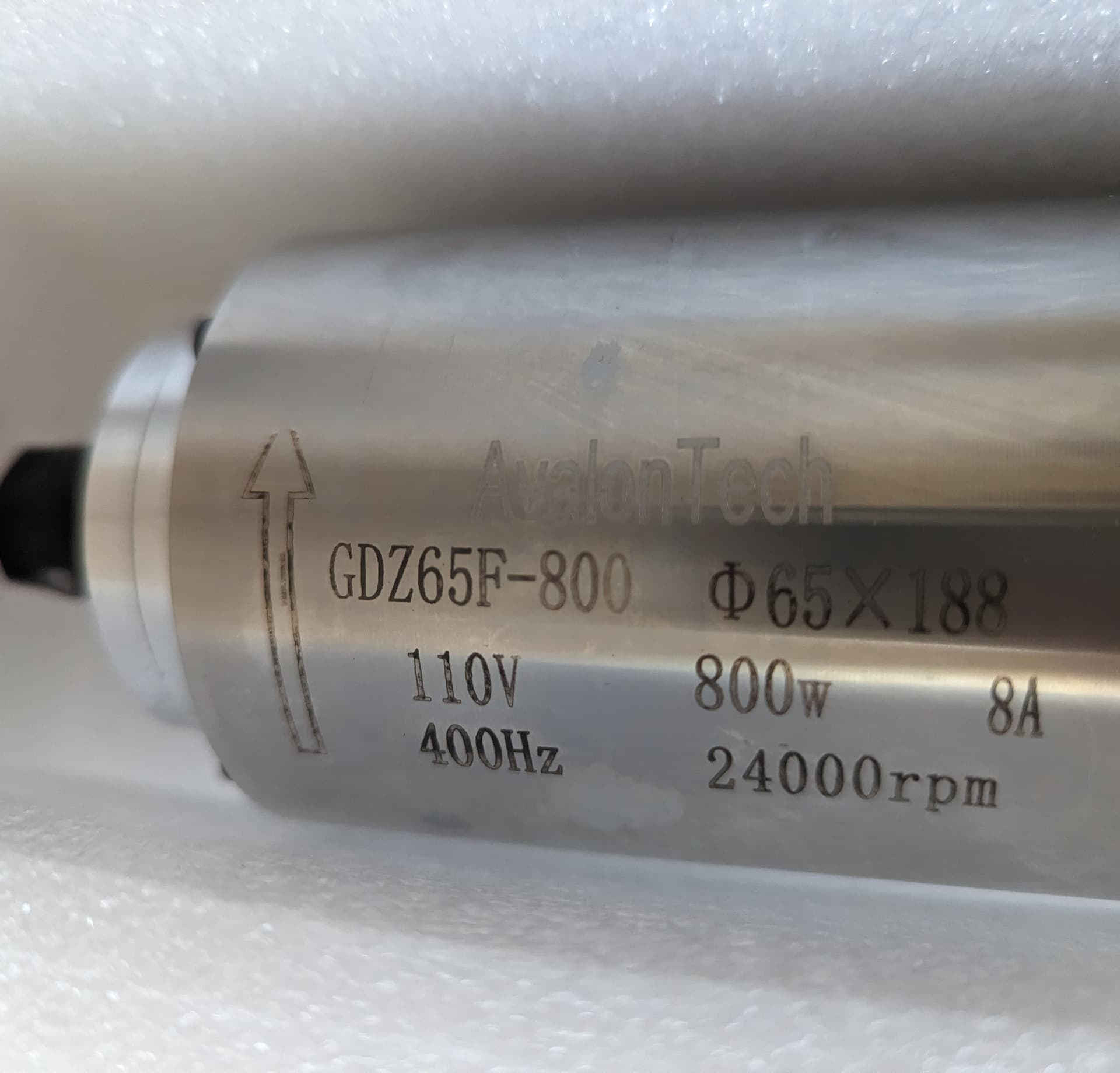
産業用スピンドルの回転数の確認
スピンドル本体刻印
400Hz = 24000rpm
測定環境

| 設定(Hz) | 測定回転数(rpm) |
|---|---|
| 100 | 5908 |
| 200 | 11904 |
| 300 | 17883 |
| 400 | 23792 |
刻印と回転数はほぼ一致。
インバーター出力100Hzごとに約6000rpmずつ増加。
三相交流モーターの理論的な回転数の計算方法は
回転数 = 120 * 周波数 / 2
= 60 * 周波数
で算出可能。
https://www.orientalmotor.co.jp/ja/tech/glossary/ta19
なお、マキタのルーターと回転数の重なる領域としては
マキタのスピンドルのダイヤル1 = 産業用スピンドル200Hz = 10000rpmあたり
マキタのスピンドルのダイヤル4 = 産業用スピンドル400Hz = 24000rpmあたり
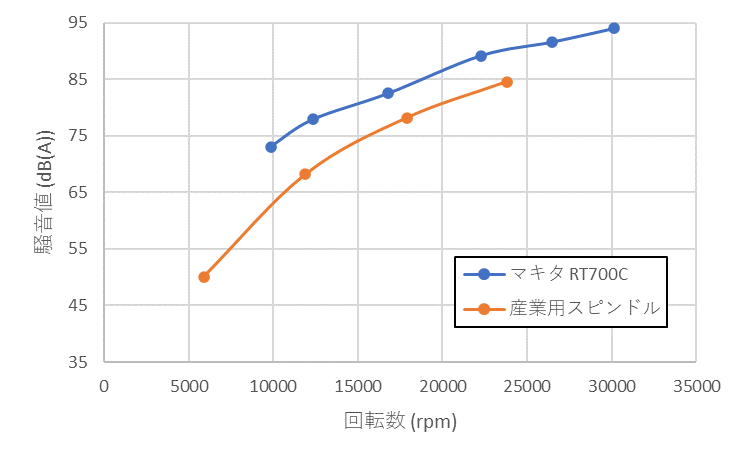
静音性
測定器:モノタロウの騒音計
測定位置:スピンドルが150mm程度の位置
測定環境:
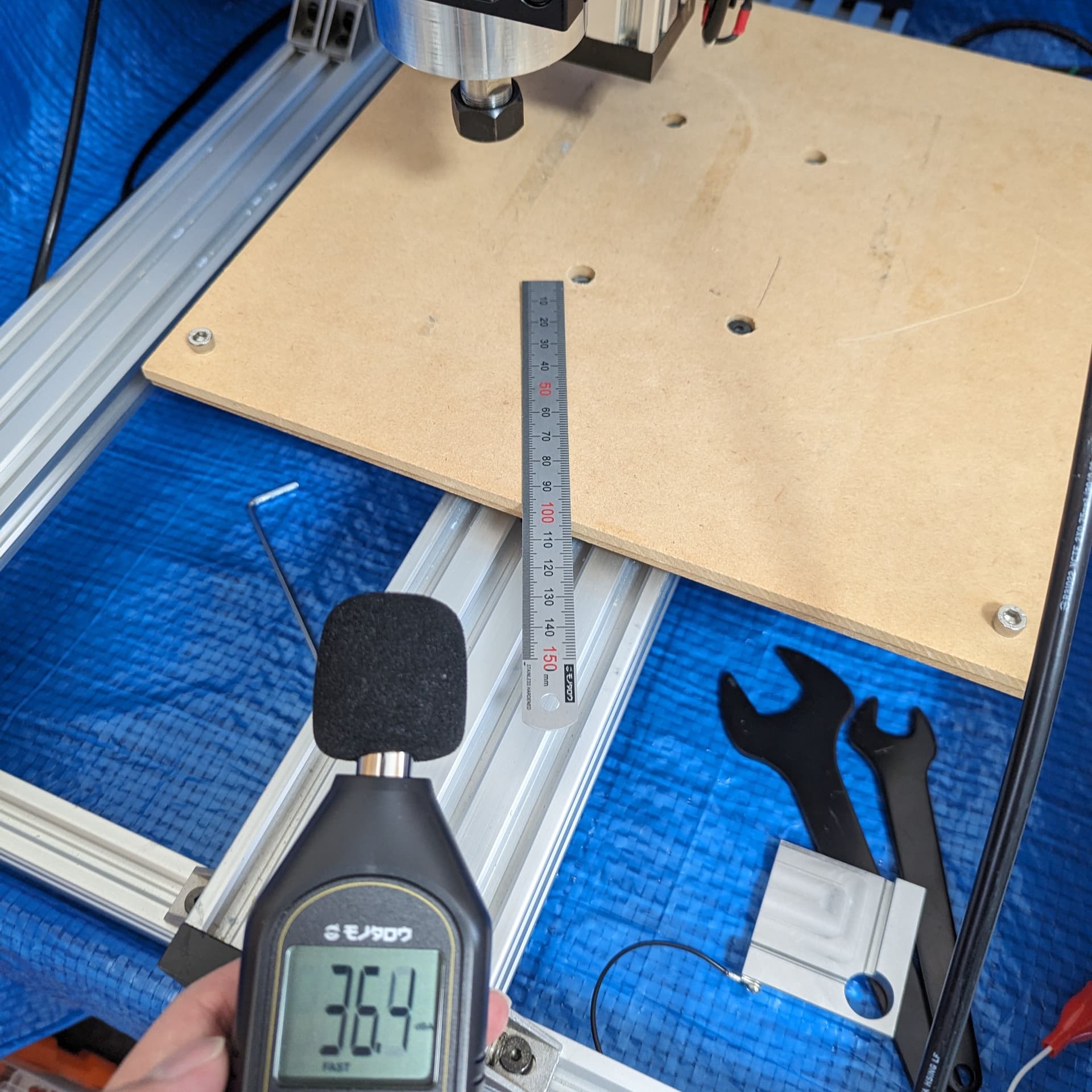
マキタのルーター
| 設定 | 騒音値 (dB(A)) | 推定回転数 (rpm) |
|---|---|---|
| 電源OFF | 36.4 | 0 |
| ダイヤル1 | 73.1 | 9860 |
| ダイヤル2 | 77.9 | 12340 |
| ダイヤル3 | 82.5 | 16774 |
| ダイヤル4 | 89.2 | 22285 |
| ダイヤル5 | 91.6 | 26460 |
| ダイヤル6 | 94.0 | 30112 |
回転数引用:【参考資料】自作CNC用 トリマ&ルータ&スピンドルの考察 (初心者向) - Gym の #2
産業用スピンドル
50Hzくらいから回り始める。
| 設定 (Hz) | 騒音値 (dB(A)) | 推定回転数 (rpm) |
|---|---|---|
| 0 | 36.8 | 0 |
| 100 | 50.1 | 5908 |
| 200 | 68.2 | 11904 |
| 300 | 78.2 | 17883 |
| 400 | 84.6 | 23792 |
回転数と音量のまとめ
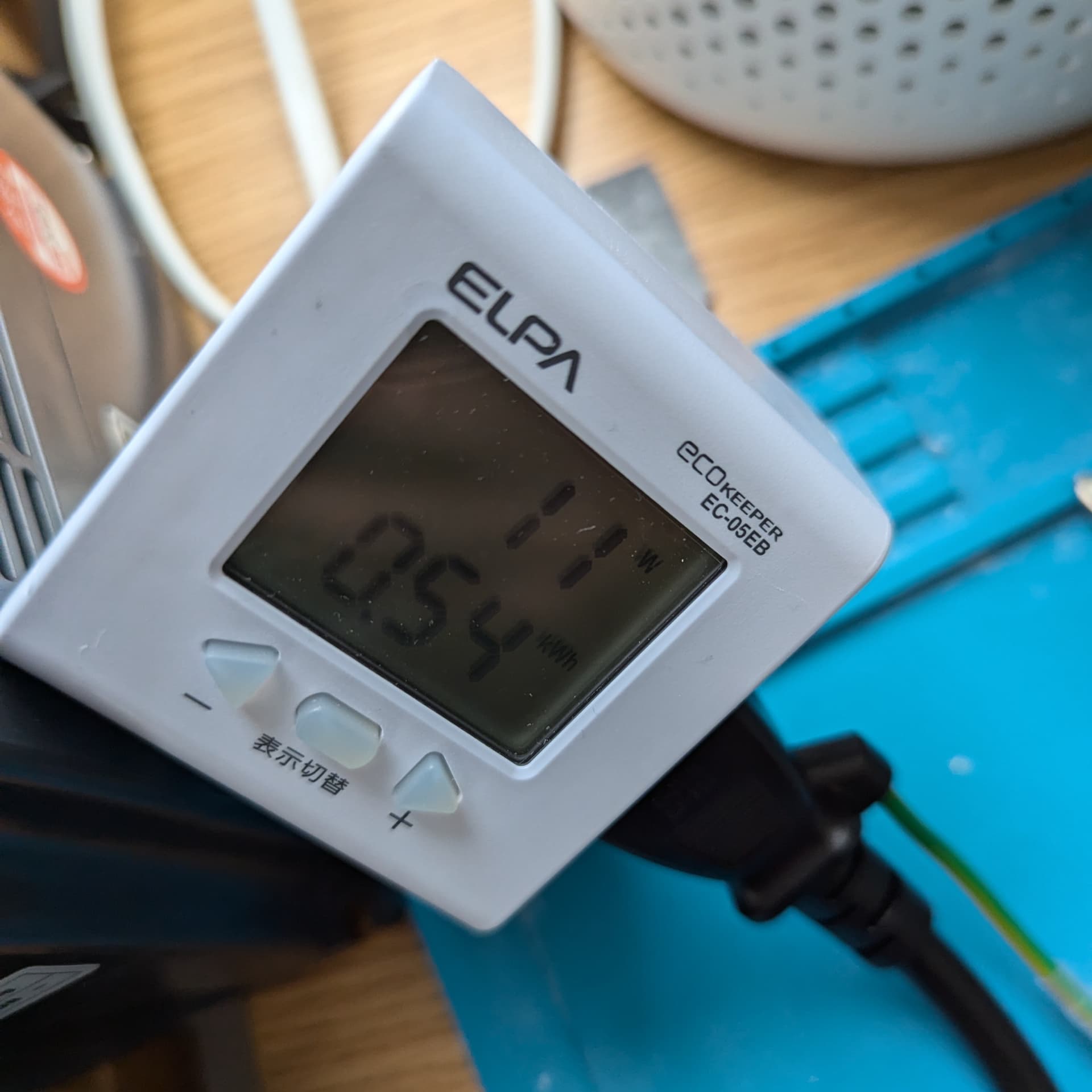
消費電力
切削なし、無負荷
測定環境:
マキタのルーター
| ダイヤル | 電圧(V) | 起動時の電流(A) | 安定後の電流(A) | 起動時の消費電力(W) | 安定後の消費電力(W) |
|---|---|---|---|---|---|
| 1 | 99 | 2.3 | 1.4 | 75 | 37 |
| 2 | 99 | 2.1 | 1.5 | 80 | 45 |
| 3 | 98 | 2.7 | 1.6 | 129 | 60 |
| 4 | 98 | 3 | 1.8 | 182 | 91 |
| 5 | 98 | 3.4 | 2 | 280 | 138 |
| 6 | 97 | 3.8 | 2.2 | 315 | 182 |
引用:【参考資料】自作CNC用 トリマ&ルータ&スピンドルの考察 (初心者向) - Gym の #4
産業用スピンドル
以下は安定時無負荷の値
| 設定 (Hz) | 100V側 消費電力(W) |
|---|---|
| 0 | 2 |
| 100 | 11 |
| 200 | 19 |
| 300 | 29 |
| 400 | 45 |
ちなみに、100Hz時に木材をスピンドルに押し当てて負荷をかけると45Wくらいの表示になっていました。
| 設定 (Hz) | U-V間 相電圧(V) |
|---|---|
| 0 | 0.53 |
| 100 | 51.2 |
| 200 | 77.6 |
| 300 | 94.6 |
| 400 | 106 |
なお、スピンドルの相間(U-V,V-W,U-W)の抵抗値はそれぞれ2.8Ωでした。(2端子法による測定)
重量
マキタのルーター: 1.4kg
産業用スピンドル: 2.6kg
AvalonTechストア情報より
産業用スピンドルは倍近い重量。
マキタのルーターでは起きていなかったが、産業用スピンドルでは非通電時にZ軸が自重で下がることがあった。
懸念事項として、あまりZの剛性が強くないマシンではスピンドルが重い分、軸やホイールがたわむので、その分精度が変わるかもしれない?
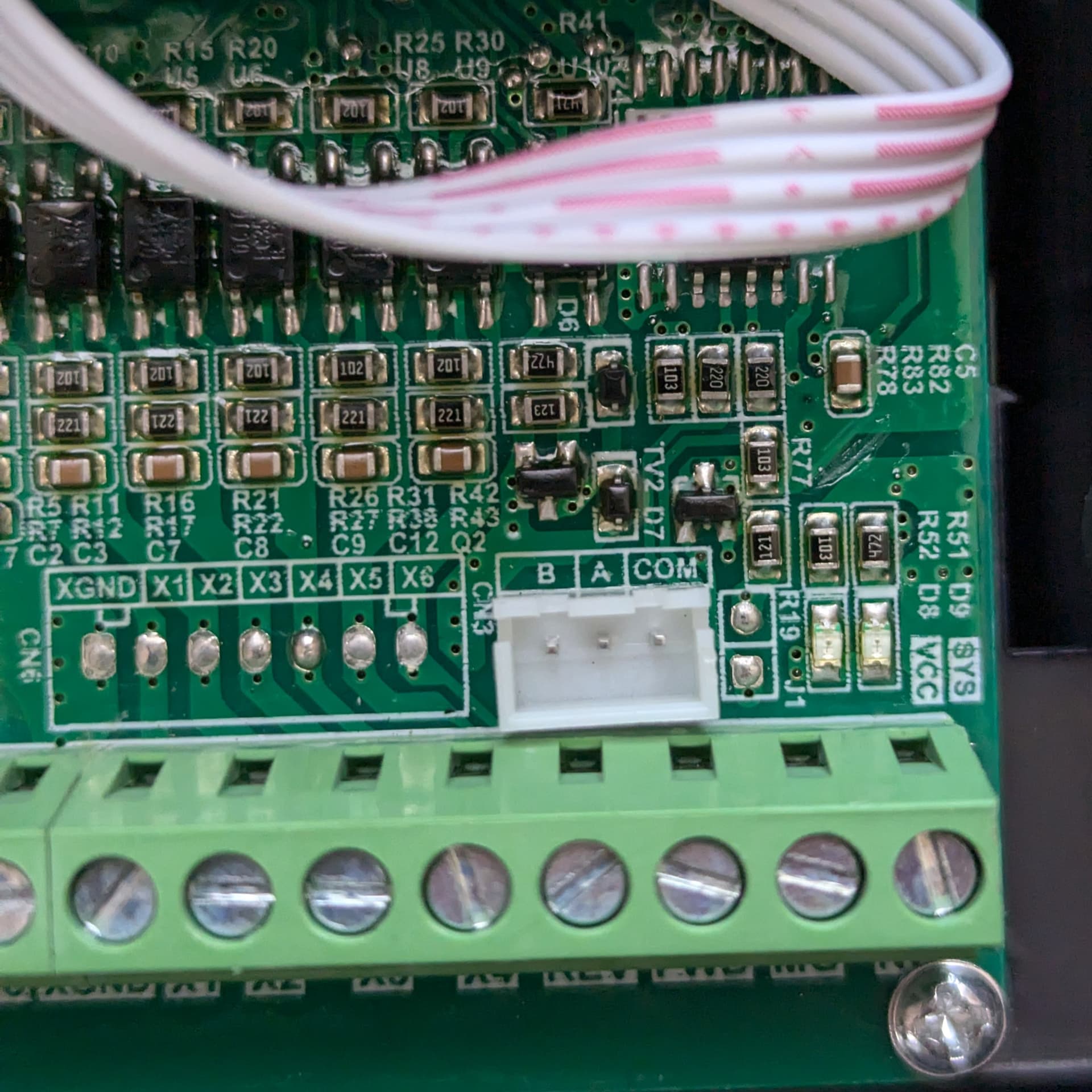
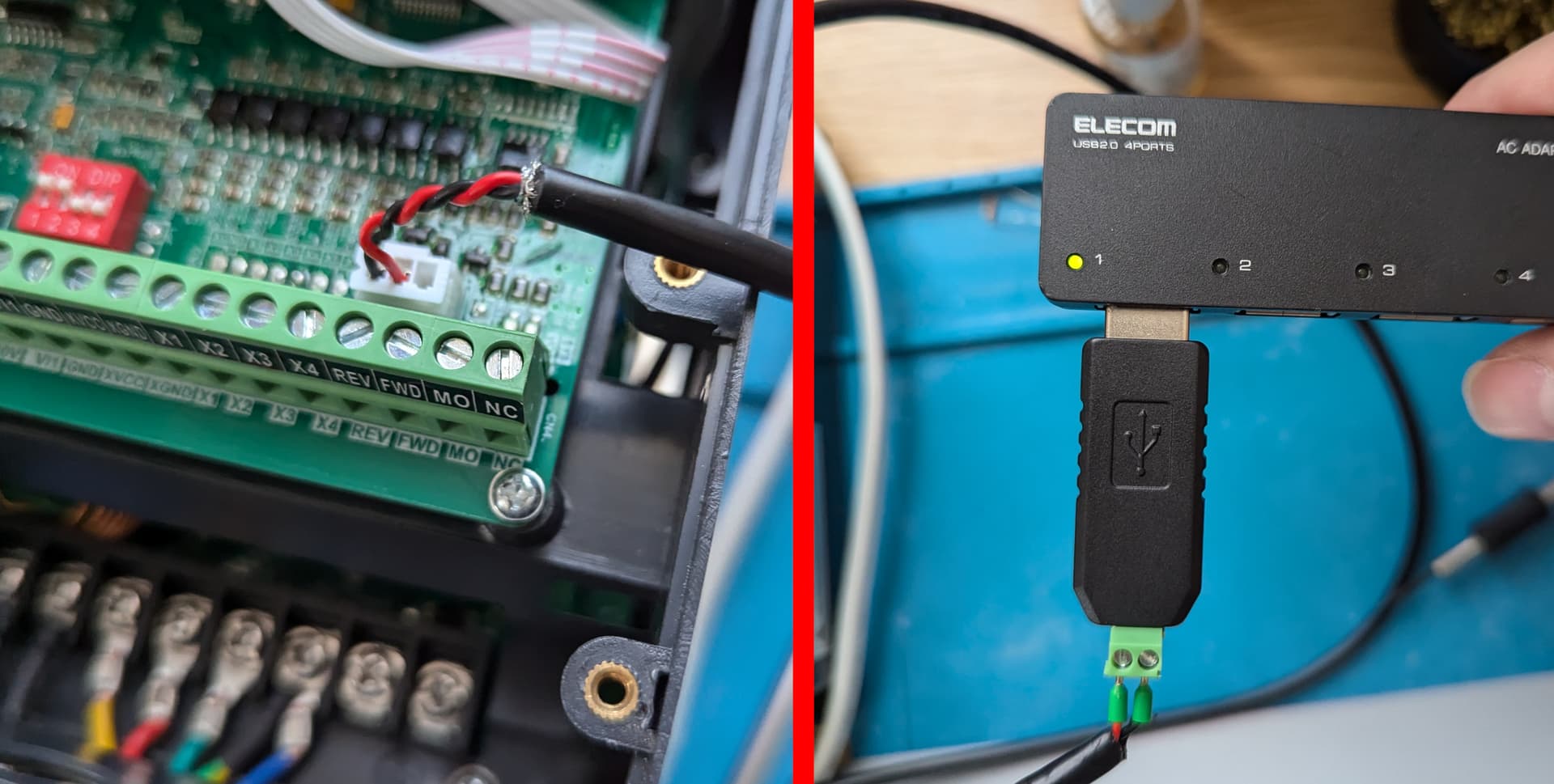
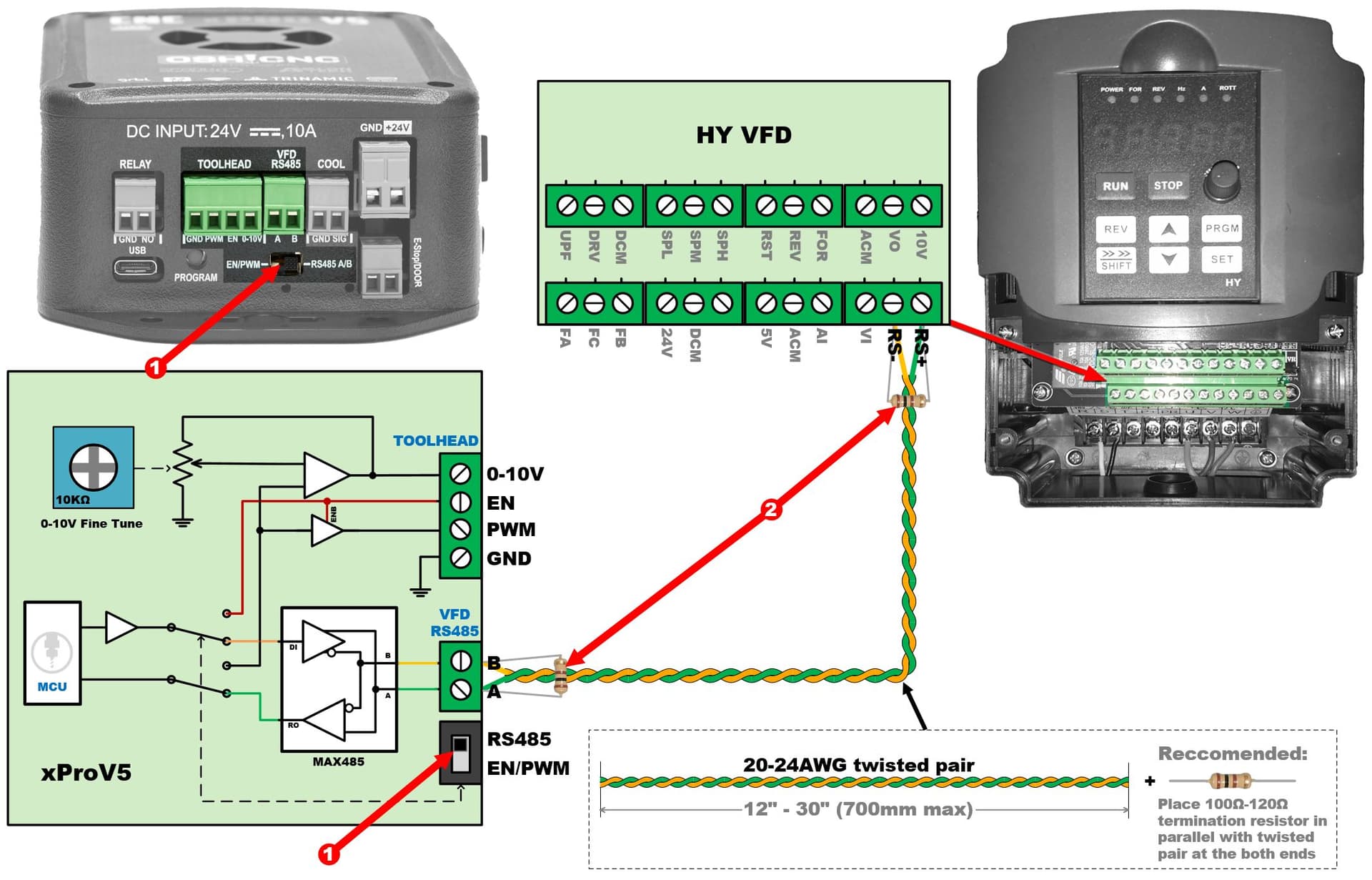
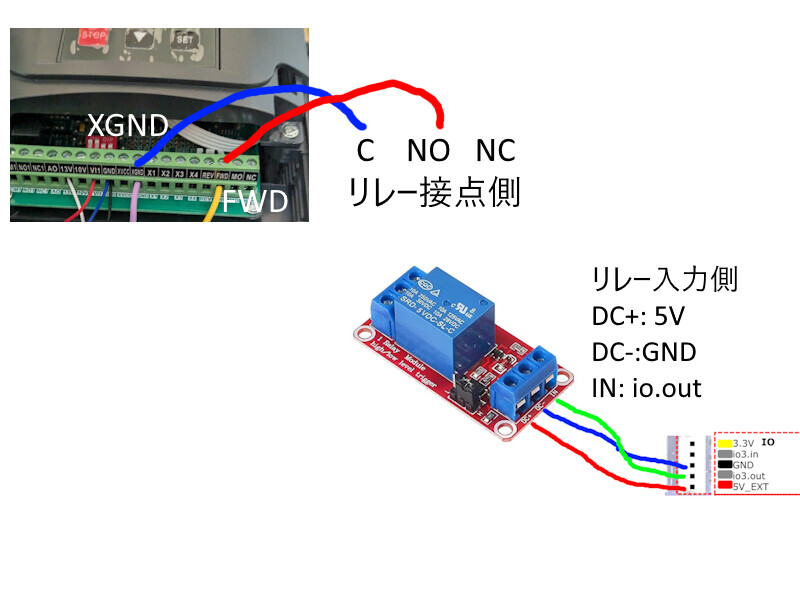
コネクタ制作
これは正直、産業用スピンドルを使う一番の難所かと思う。
はんだ付けに慣れているとか、コネクタはんだ付けをしたことがあるとかではないと苦戦するのではと思った。
ちなみに私は苦戦してきれいにはんだ付けできなかった。
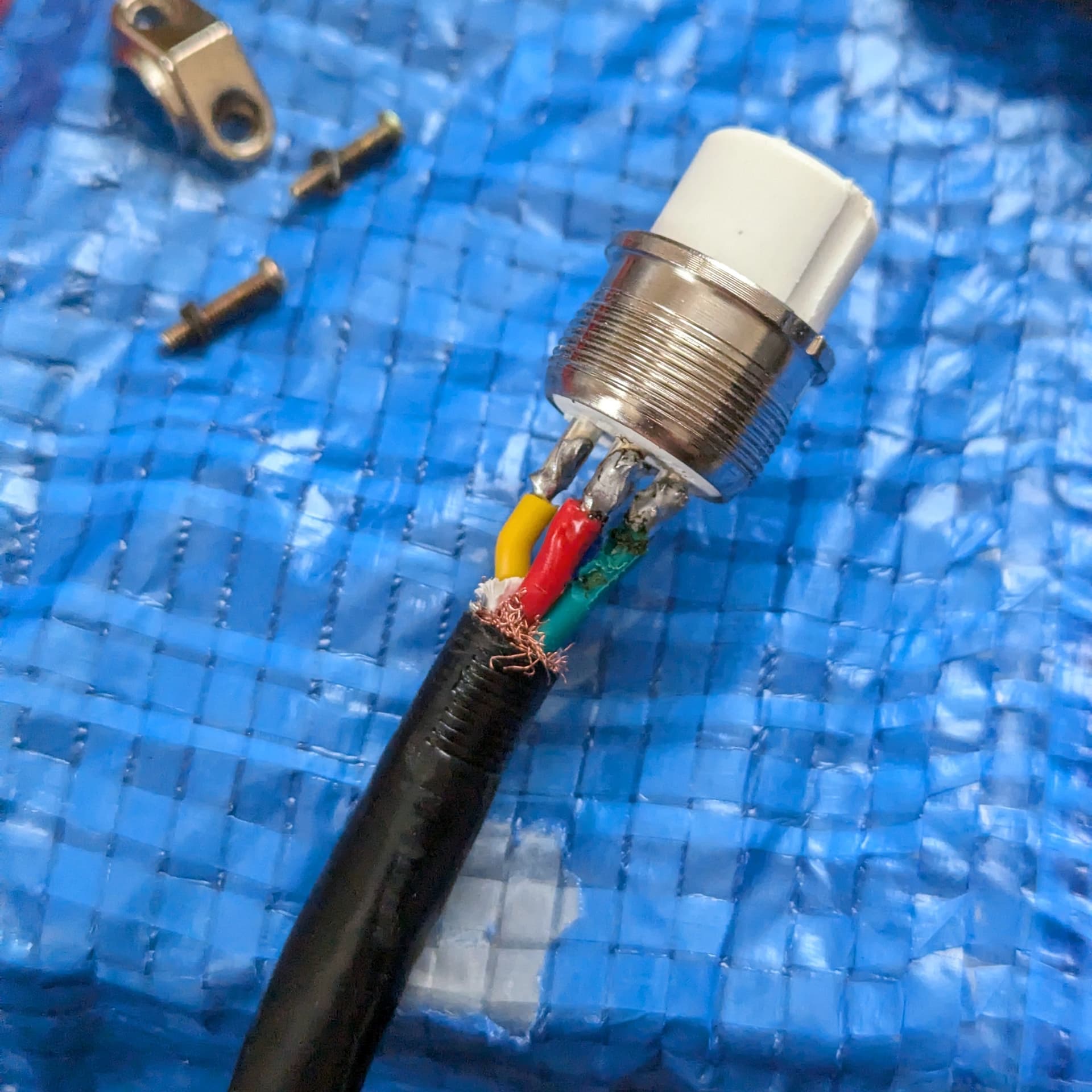
コネクタのハウジングに収める都合上、そんなに外装の被覆を剥けないこともあり、各線も短く取り回しも若干難しい。
コネクタ作成後は短絡してしまっていないか、テスターを当ててすべてのピンの導通とショートのチェックをした方が良いと思う。特に蓋を締めてしまうと中はどうなっているかわからないので。
また、ノイズ抑制の観点からケーブルのシールド線は引き出してアースに繋げたほうが良いと思うが、取り回しがしづらかったため断念した。
はんだ付けに関するノウハウ参考
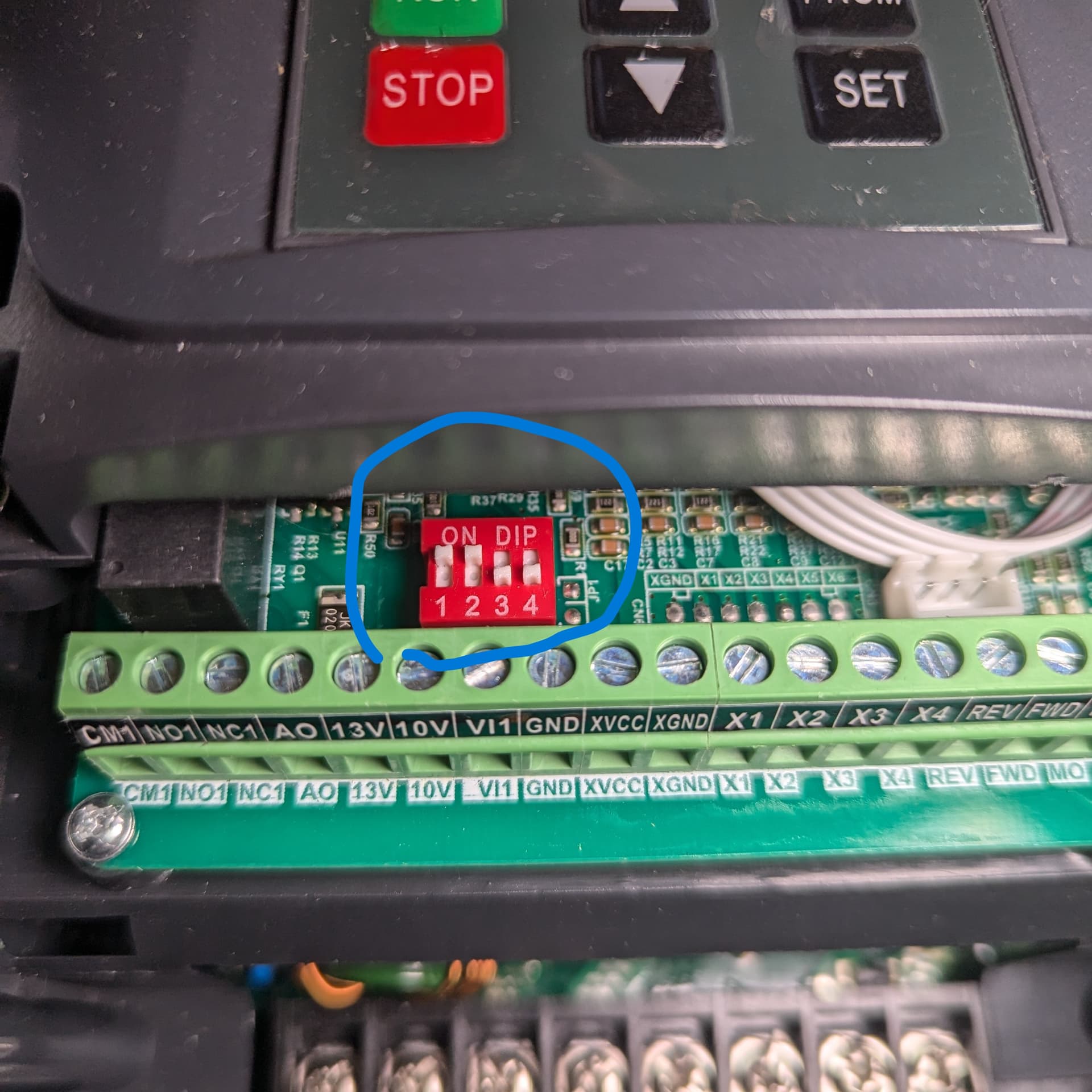
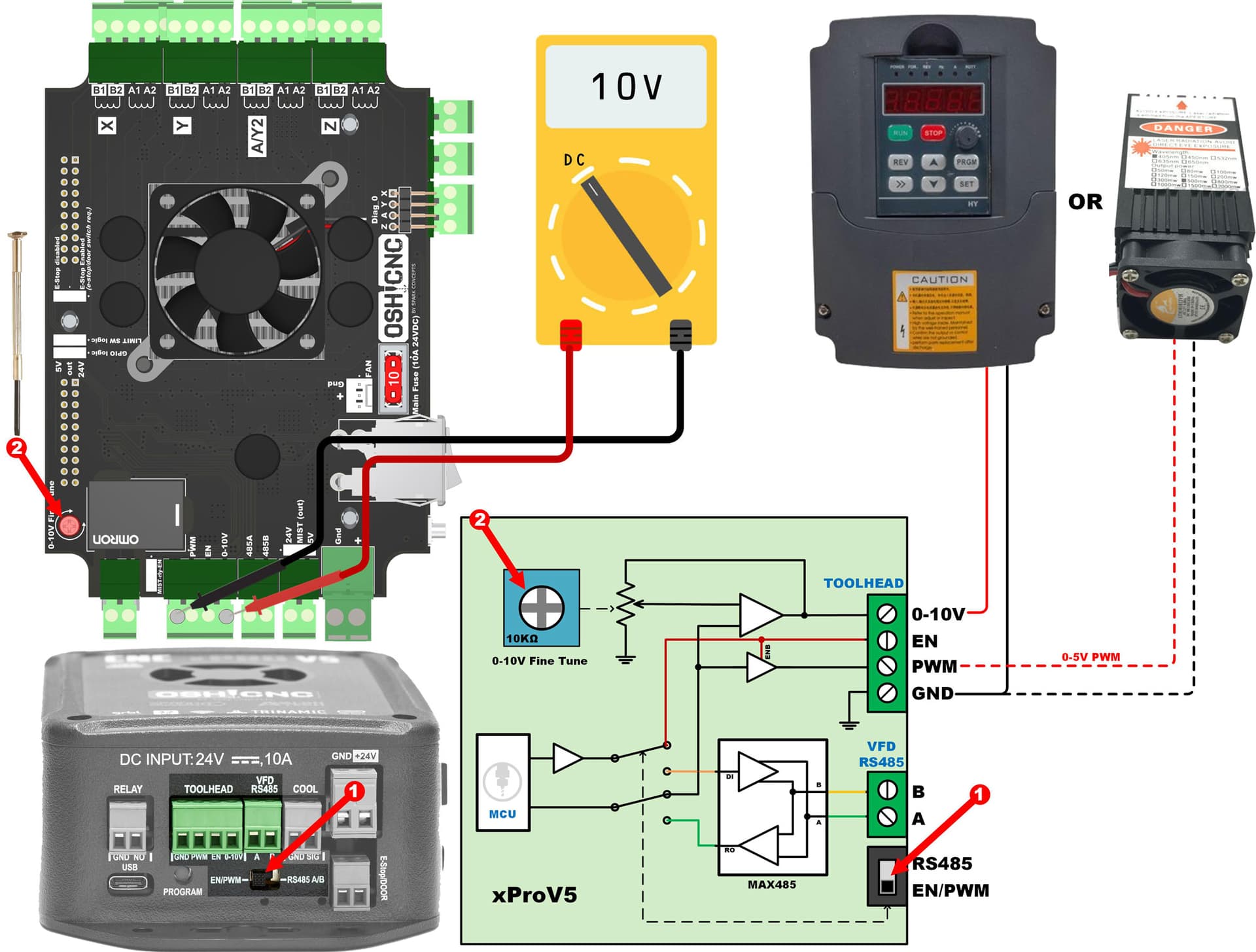
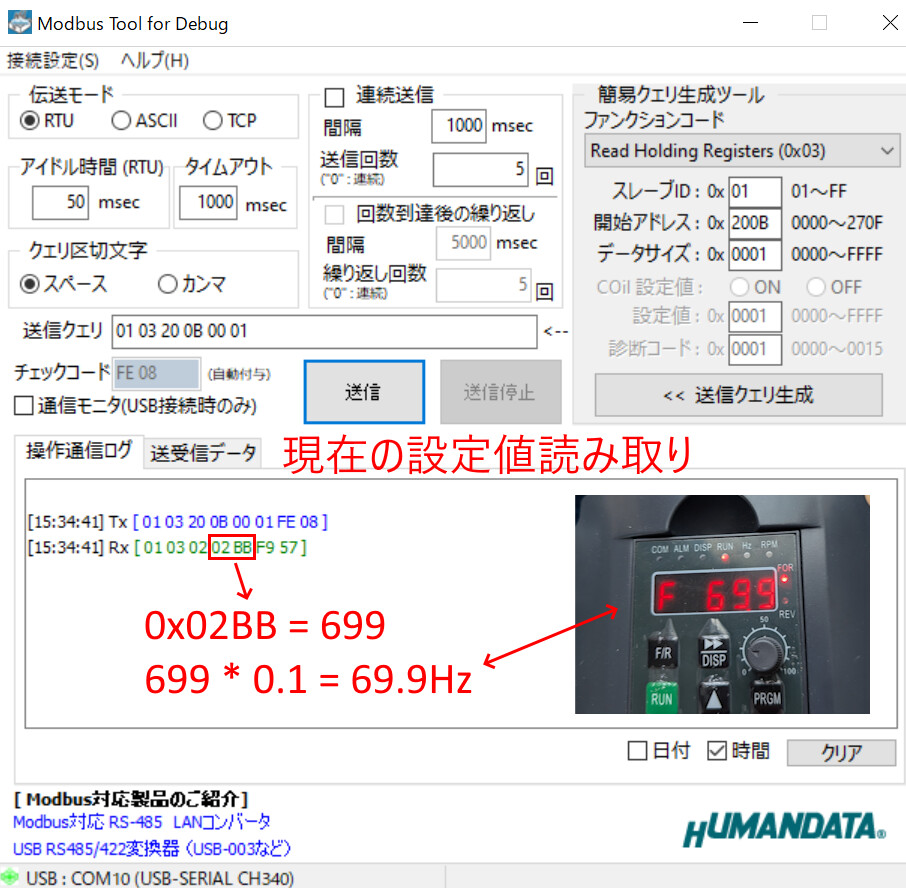
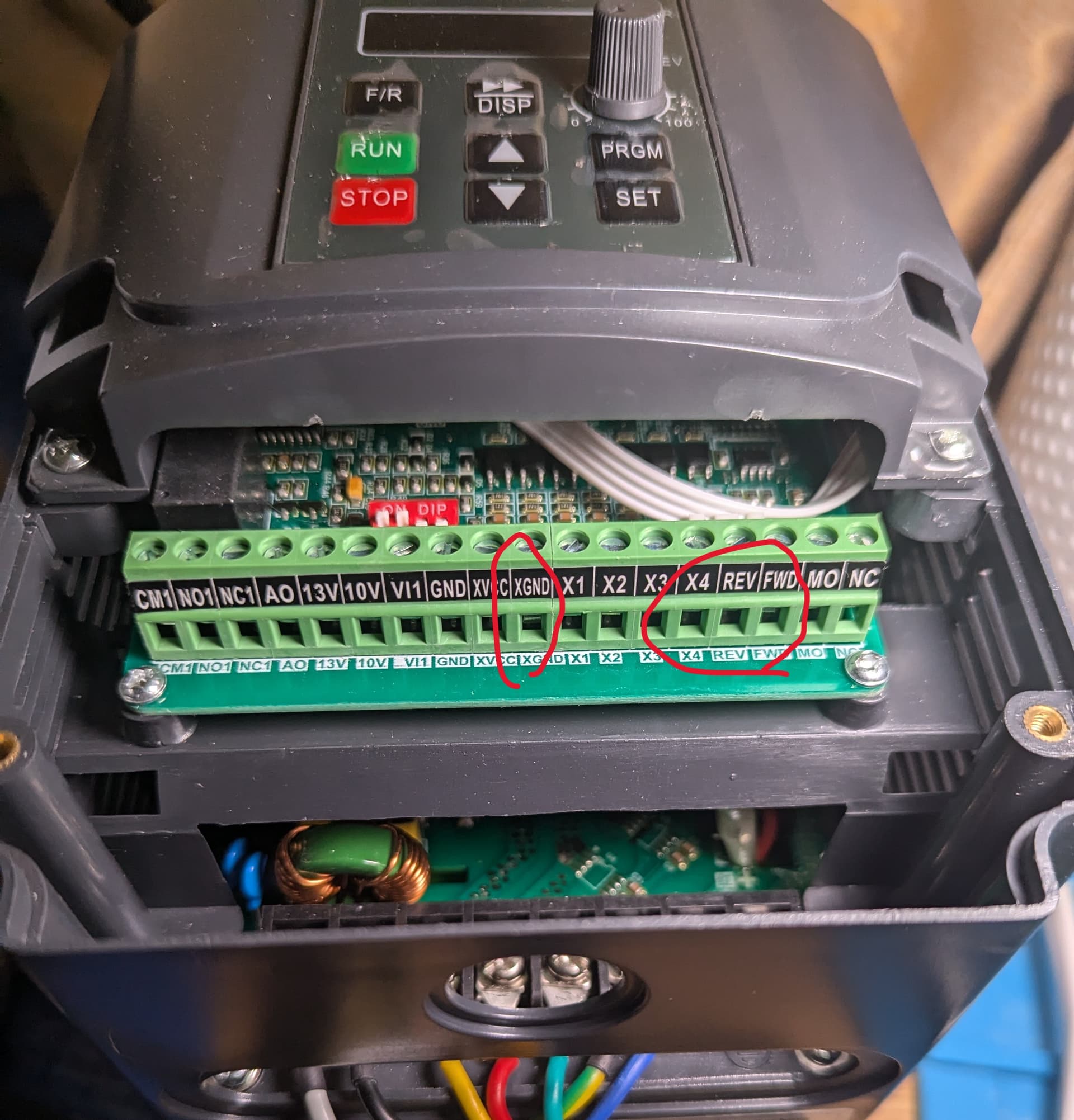
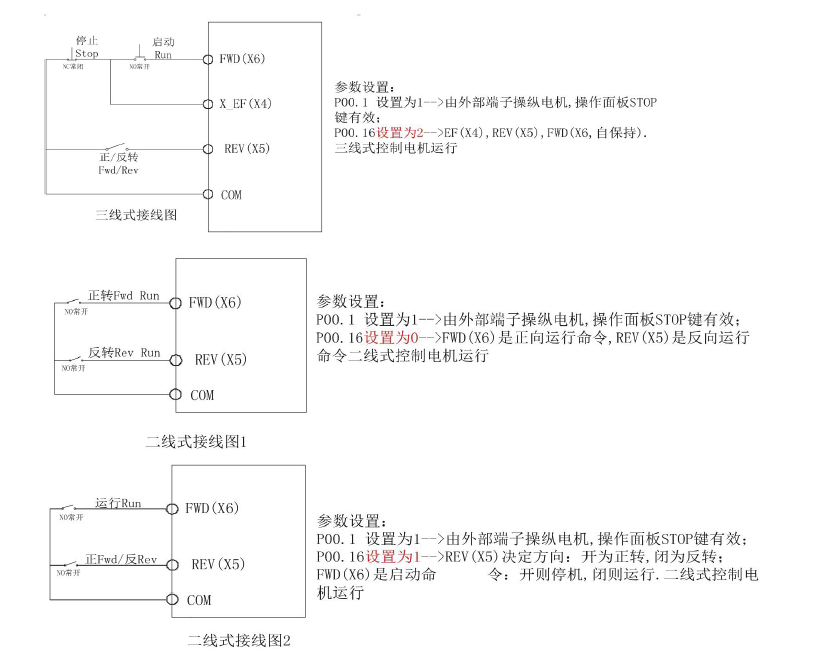
設定関連
一番大事なマニュアル
DeepLでPDF丸々日本語翻訳したものを一応置いておきます。
誤訳等あるとは思うので、参考程度で。
YL620Manual ja.pdf (2.1 MB)
少し戸惑ったこと
- 電源を落とすと毎回Er10が出たこと
- Power down prompt(電源断)のエラーだったので無視
- いろいろ触ったせいか、RUNボタンを押してもディスプレイが点滅したままで回転しなくなった
- P00.13=10にして電源をオン・オフで工場出荷状態に初期化で解決
- ディスプレイの小数点表示が見えづらく、F400のことを最初F4000と勘違いした
真正面から見るとちゃんと小数点は見える
- RPMのステータスランプがあるので、Hzではなく回転数表示ができるのかと思っていたが特に設定項目は見つからない。

関連動画

 Setup Part 1")
")