検証依頼があったのでVcarve ProのGコードで加工できるのかテストしました。

ポストプロセッサを検索してダウンロードできる機能があるのですが、
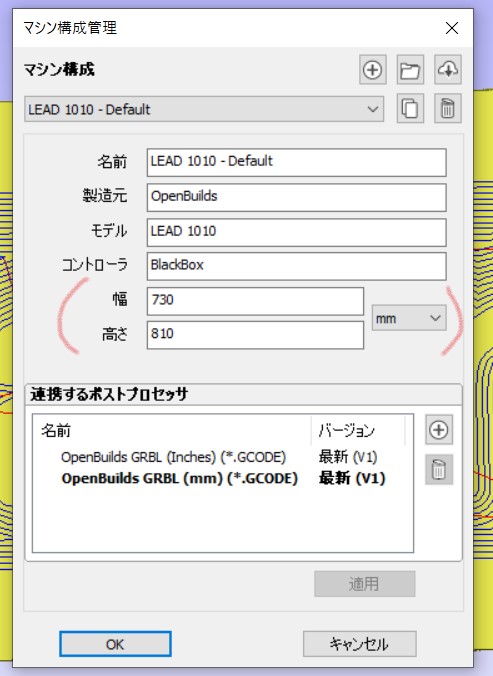
その中にOPENBUILDS GRBLの選択肢があり、こちらを使用することで問題なく加工できました。
加工範囲は自分のマシンサイズに応じて変更してあげる必要があります。
加工テストの文字がAvalonなのはVcarvePro公式チュートリアルがAvalon看板を作ろうだからです。本当です。嘘だと思ったらトライアル版をインストールしてみてください。