大工用のマキタRT0700Cでは物足りない方にはVFDインバータ+産業用スピンドルをおすすめします.
(産業用スピンドルは旧式2or3ベアリングの安いやつと,最新の4ベアリングスピンドルがあります.見た目は同じですので,どこまで性能が違うのかわからないですが,ベアリング情報が書いてない謎のショップから購入しないことです.)
CNC工具の比較記事は↓
【参考資料】自作CNC用 トリマ&ルータ&スピンドルの考察 (初心者向)
重要:電気資格或いは交流電の知識を持っている上で操作してください!
怪我や事故似合った場合は私、他の掲示板メンバー及び販売先のAvalonTech株式会社も一切責任を負いません
使用例は[産業用スピンドル800w+110VインバータVFD+4P遮蔽ケーブルセット](【上級者向】産業用スピンドル800w+110VインバータVFD+VFD用シールドケーブル – AvalonTech )です
一、配線 (ハンダ付けする前に追記まで読んだほうが良いです)
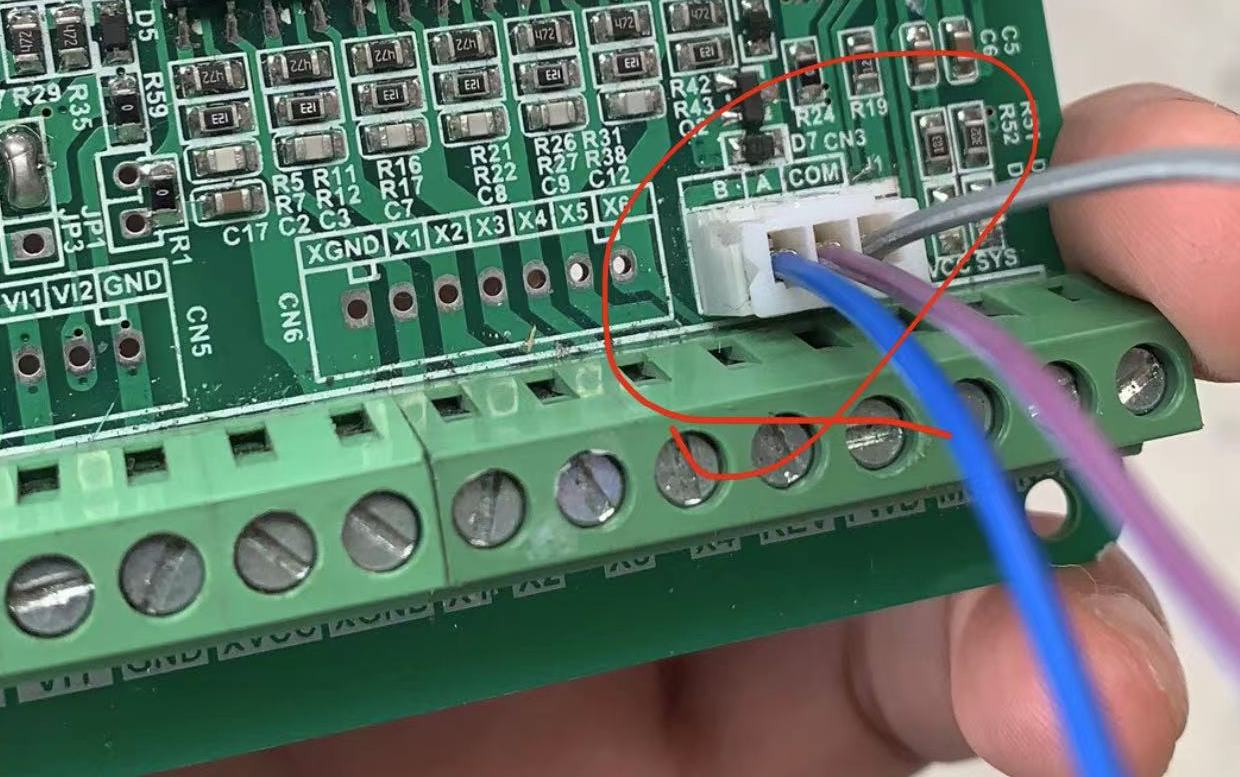
(スピンドル電源ケーブルは一般なケーブルではなく,遮蔽効果のある専用ケーブルで配線しましょう.起電力による電磁波でモーターが誤動作する可能性があります.)

ピン番号はそれぞれ違うみたいですが,基本的には4番はアースに接続します.残りの3つはU、V、Wの三相交流電に接続します.順番は適当で大丈夫です.もし主軸が逆転になってる場合はVFDボックスのUVWのうち2つを差し替えるだけです.
4Pの三相ケーブルの皮を剥がします.

外周の黒い皮を20mm程度を剥がし,銅線を10mm程度を露出するほうがよいです.

銅線をU字の溝に差し込み,ハンダ付けをします!ハンダ付けをします!
素人には若干難易度高いです,がんばりましょう
熱収縮チューブがあればなおさら良いです
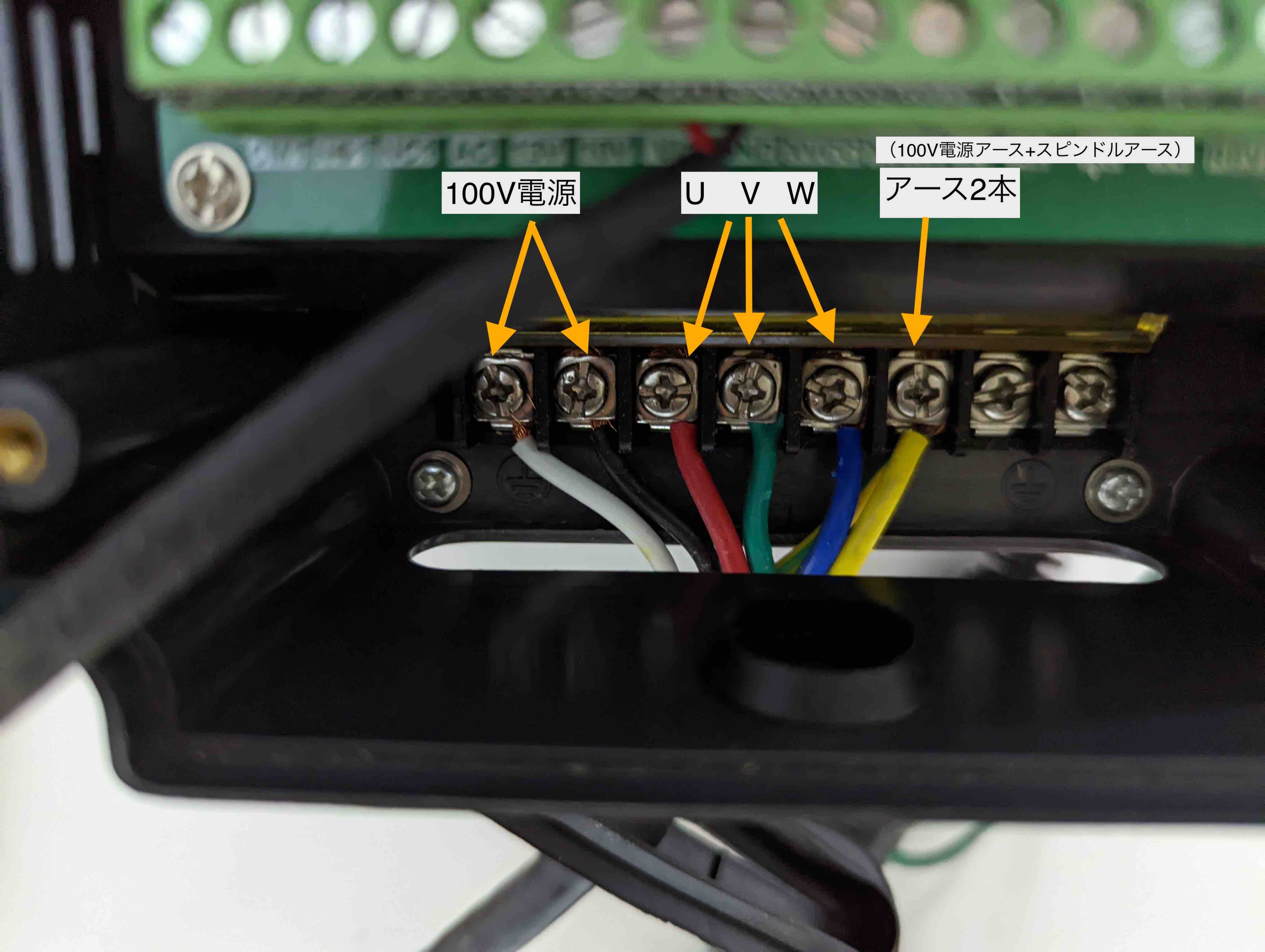
図のようにVFDの配線します.もし主軸が逆転になっている場合はここで調整します.
–追記–
スピンドル本体のアース:三相電4pケーブル及びスピンドルのコネクターにはアースピンが付いていますが,スピンドル内部まで繋がっていないことが判明したので,普通にハンダ付けしてもスピンドル本体の漏電対策にはならないです.
最適な処理はこちらYoutubeになりますが,難易度高いです
二、運転
AvalonTechショップから購入したセットはすでにセッティング済みのはずです.
電源ボタンがなく,通電するだけでパネルが点灯します.
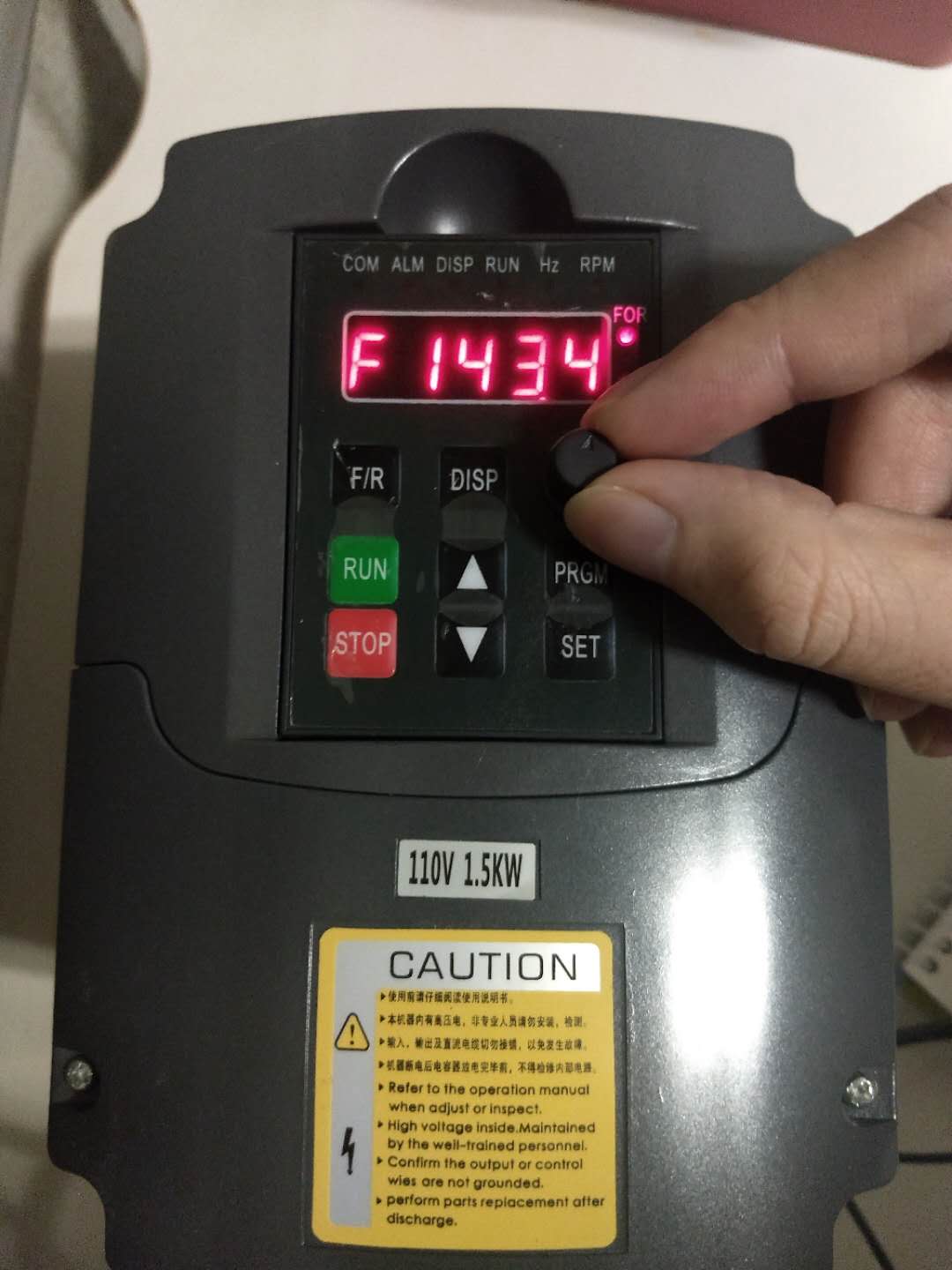
パネルにF ◯◯◯.◯の数字が表示されます.
回転スイッチを回すと0Hz〜400.0Hzまで変わります.ヘルツ数で回転数を制御する仕組みになっています.
注意! 必ず0.0Hzに回してからRunボタンを押します. 注意!
出荷状態のスピンドルを急速回転(200Hz↑)するとベアリングが損傷する場合があります.
注意!!高速回転すると,スピンドルに付着しているオイルやホコリが遠心力でぶっ飛んできます.
起動の瞬間は近距離で直視しないでください.服の汚れも気をつけてください.

最初は回転スイッチで0Hzに調整→Runボタン
→主軸回転方向(時計回り)を確認しながら,ゆっくり回転スイッチを30Hzに回し,低速運転をさせます.
→スピンドルは静かであまり振動しないはずです.この状態で30分放置しましょう.
(地面に落としたら即壊れます.補修できないので買い直してください...)
→70Hzに調整し更に20分の放置運転しましょう
→140Hz20分 →210Hz20分 ・・・400Hzまで慣らし運転をすることを勧めします.
(最低限でも70Hzまで慣らし運転しましょう)
他の注意事項:
・VFDのパラメータはスピンドルの規格が合わないと,スピンドルが全焼してしまう可能性があります.
・必ず慣らし運転(低速空転)しましょう,
・コレットを掃除してからエンドミルを挿入しましょう.必ず15mm以上を挿入すること.
・毎日加工する前に15分の低速運転しましょう. 24時間連続使用せず,毎日2時間を休憩させましょう.
・軸端を叩かないこと
・指定の方向に運転させる. VFDが正回転を表示する時は主軸も必ず正回転にすること