先日Art CNCを購入してまだ実用まではこぎつけておりませんが、動作確認を終えて、オプションで購入したプローブを試しているのですが、エラーが出たしまいました。
制御基板はCNC PROX V5です
CNCjsを使用しており、タッチプレートの高さを実測で入力(19.15mm)、プローブの深さ、プローブの送り速度、李トラクションの距離はデフォルトのままです。
プローブコマンドはG38.2、G38.3はどちらも試しましたが同じ結果でした。
エラーというか行き詰っているところは、
上記設定でプローブボタンをクリックし、ポップアップしたウィンドウ内のプローブの実行ボタンをクリックしますと、
CNCjs内の中央上あたりの「Grbl」右の「待機」表示が「アラーム」に代わります。
コンソール内の表示は
feeder> G38.2 Z-10 F20
ALARM:4 (Probe fail)
ok
と表示されます。
チェックすべきことや、解決方法がございましたらご教授願います。
nyaru
2
こんにちは
ALARM:4ですが最初からプローブがタッチされている(導通状態)にあると発生します.
以下を確認してみてください.
- プローブの実行ボタンを押す際にタッチプレートと工具が接触していないか
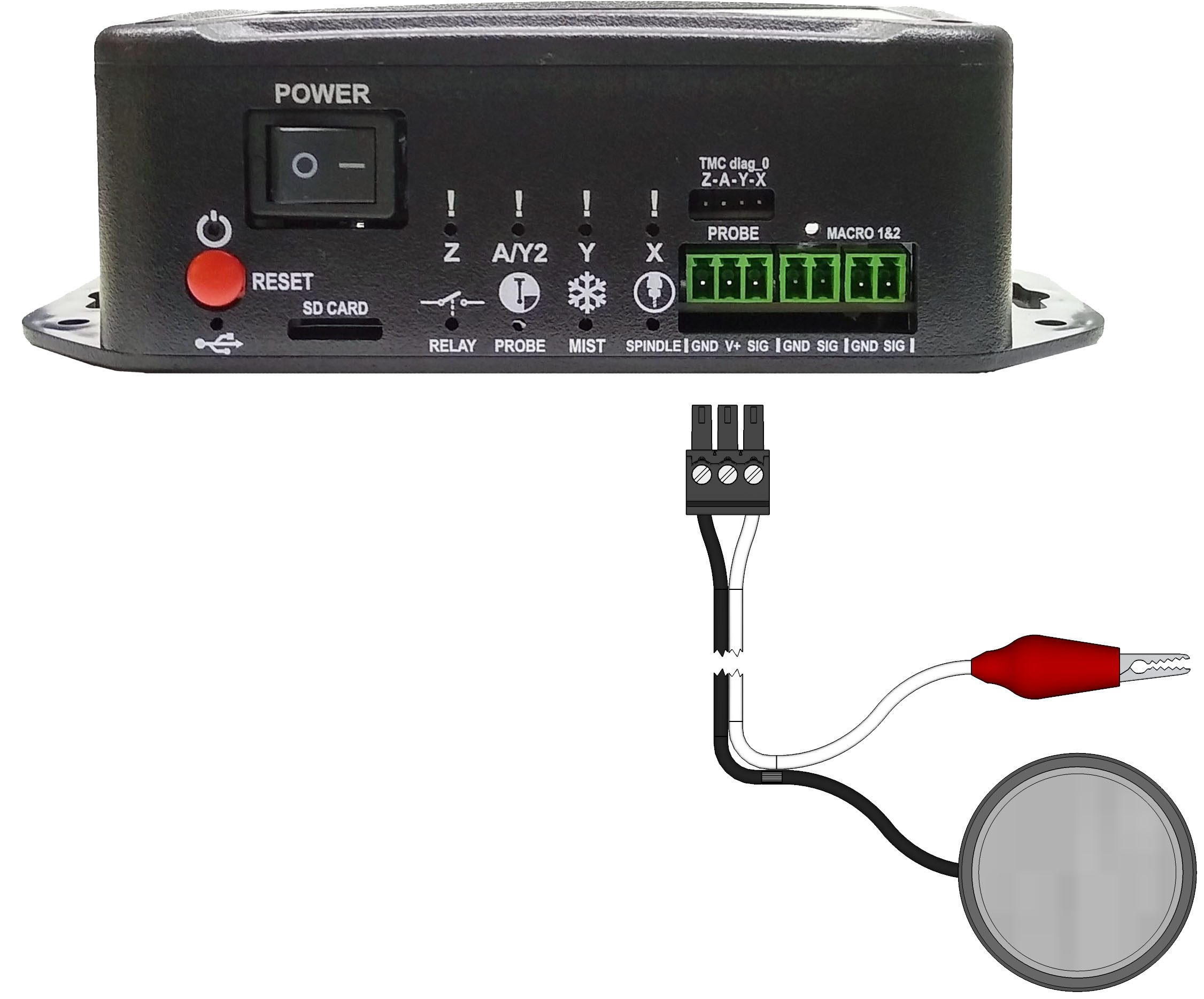
- 配線があっているか(GNDとSIGを使います.下図参考)
- パラメータ$6の確認($6=1の場合,導通したらタッチしたと検出.$6=0の場合,導通しなくなったらタッチしたと検出.今回は$6=1を使います)
- 電極同士(GNDとSIG)を触れさせるとCNC xPRO v5側面のPROBEのLEDが光るかどうか.離すと消えるか
from: Hookup Guide · Spark-Concepts/xPro-V5 Wiki · GitHub
nyaruさま
早速のコメントありがとうございます。
配線方法は間違ってなさそうです。
ALARM:4ですが最初からプローブがタッチされている(導通状態)にあると発生します
なるほど、エラーの内容が分かって助かります。
コメントいただきました内容を確認してみましたところ。
CNC PROX V5本体のprobeランプですが
・タッチプレートとクリップが離れている状態→消灯
・タッチプレートにクリップを直接充てる→緑点灯
ここまでは問題なさそうです。
ただ、エンドミルをクリップに挟むとそれだけで緑に点灯してしまいました。
他にもArt CNC本体のアルミ以外の金属部分にクリップを当てても緑ランプがつく状態です。
この状態が正常なら現状の$6=1を$6=0に変更すれば対応できそうですが、、、
連続投稿すみません。
正規の配線方法とは異なりますが、基板側のソケットの配線を逆にしてみました。
本来は、タッチプレート側(黒)がGNDのようですが、クリップ側(白)をGNDに変更したところ正常に動作しました。
なんか腑に落ちませんが(汗)
nyaru
5
正常に動作したようで良かったですが,フレーム等の金属部にタッチして反応するのはおかしいですね
フレームにGNDを接触してるなら分からなくもないですが,2重絶縁してあるであろうルーターのエンドミルにも反応するというのは不思議ですね...
ALARM:4 の原因を教えていただいたおかげで何とか回避はできましたが、
GNDがフレームにまで導通していて、Art CNCのあらゆる導通金属部分とつながってしまっているのがちょっと気も悪いですね。。。
もちろんルーターの金属部分でも反応してしまいます。。。
nyaru
7
もしかしたらプルアップ抵抗が死んでいるか無効になっていて,probeピンが開放状態になっているのかも?
原因がちょっとわからないですね....
一度時間があるときに、徹底的に見てみます。
どこかのケーブルの端末処理のところでケーブルのシールドのひげがどこかに接してるとか。。。
どうしても解決しない時にはAvalon techさんに相談してみようと思います。
今回はありがとうございました。
kawade
9
otojirouさん
こんにちは
現在、C-Beam Machine R1を組み立てている所です。otojirouさんと同じ現象が出ています。私も工具にクリップを取り付けると導通のサインのランプが点灯してしまいます。テスターで導通テストをしてみたのですが、GNDと工具とは導通していませんでした。導通していないのに、クリップを取り付けるとランプが点灯してしまう現象が分かりません。その後の情報を頂けないでしょうか。宜しくお願い致します。
nyaru
10
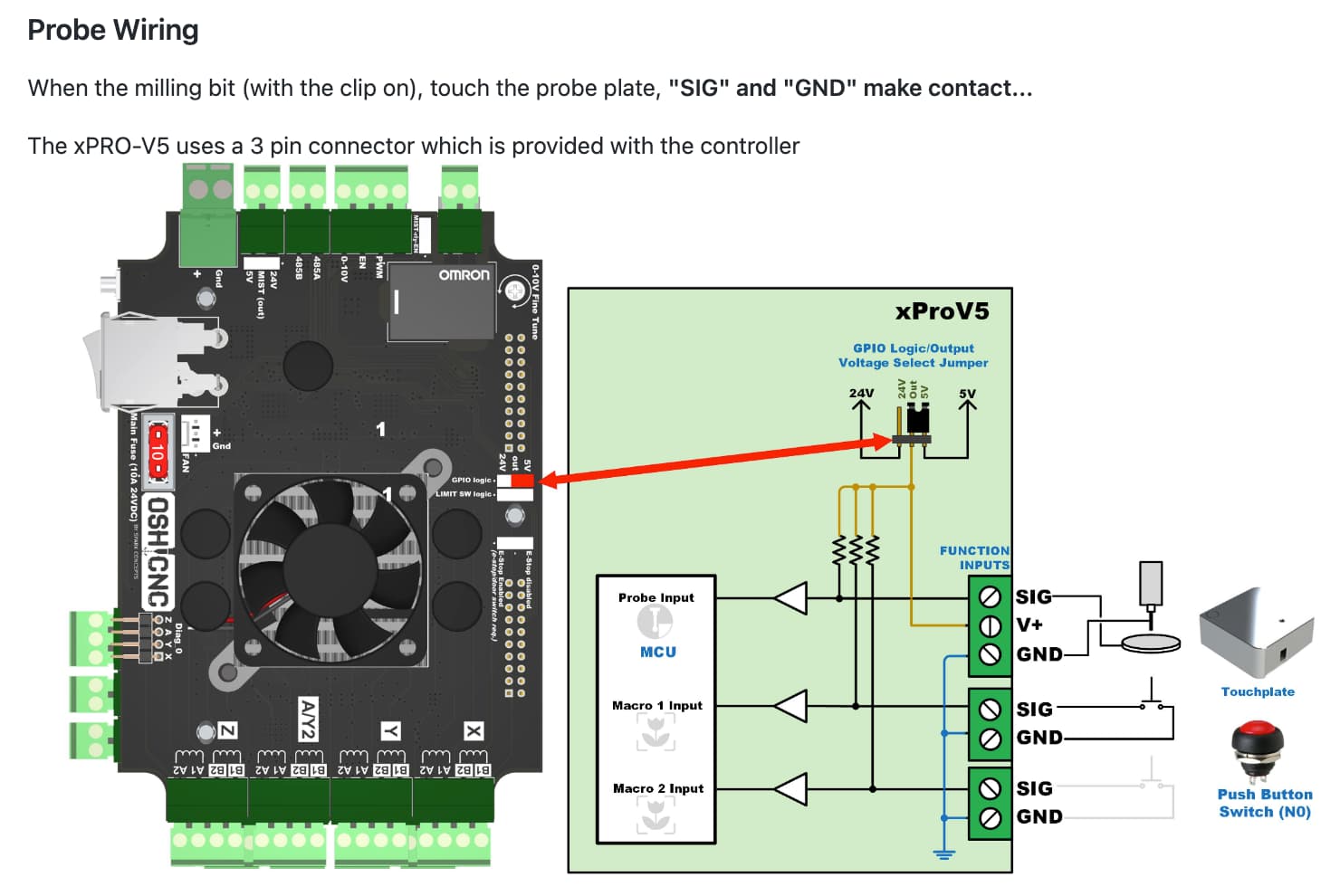
補足ですが、現在のCNCxPROv5のwikiではGNDをスピンドル側、SIGをタッチプレート側と接続するように案内を出しています。
おそらく同様の報告がもとに説明変更になったのかと思います。
https://github.com/Spark-Concepts/xPro-V5/issues/15
本BBSでも同じような問題が上げられていますが、GNDとSIGの接続を逆にすることで解決しています。
こちらの方はステッピングモーターとエンドミルの間に導通があると問題が発生すると報告されています。
なぜそうなるのかはちょっとわからないですが、ご参考まで。
(ステッピングモーターのチョッパ制御が原因でモーターのハウジングに高周波的なGNDを形成している?あるいはそのノイズがSIGに流れてしまうのでしょうか・・・詳しい方がいれば是非教えて欲しいです)
kawade
11
nyaruさん
情報を提供して頂き、ありがとうございます。
GNDとSIGの接続を逆にしての確認は、OKでした。今回、アルミテーブルを使用しており、アルミテーブルの加工時に、テーブル中心位置をワーク原点として、両面加工用の位置決めピンの穴加工も同時に加工しました。干渉等でスピンドルを調整すると、テーブル中心位置もずれてしまいますので、テーブル中心位置にプローブ用の穴を開けてあります。位置決めピン位置の補正をZプローブでする予定ですので、どうしても工具側をSIGにする必要があります。nyaruさんのアドバイスの通りにポリカワッシャーで絶縁して動作するか、確認してみます。カップリングは通電していなかったので、まずはワッシャーから確認することにいたします。ありがとうございました。
morih
12
kawadeさん
一般的な話をすると工作機械全体のフレームがグランドに繋がって無いのはノイズの問題があります。
- モーターのノイズが独立した部分のフレームに入りアンテナのように放射する
- 静電気が溜まりフレームに電位差が発生して刃物があたる度にノイズが出る
主にノイズが問題になるのはリミットスイッチにノイズが入る事ぐらいですが。
ですので、個々のフレームは電気的に繋がっているのが望ましい。
そのために、電気的に接続されてないフレームや工具があれば電線で繋いでいたりします。
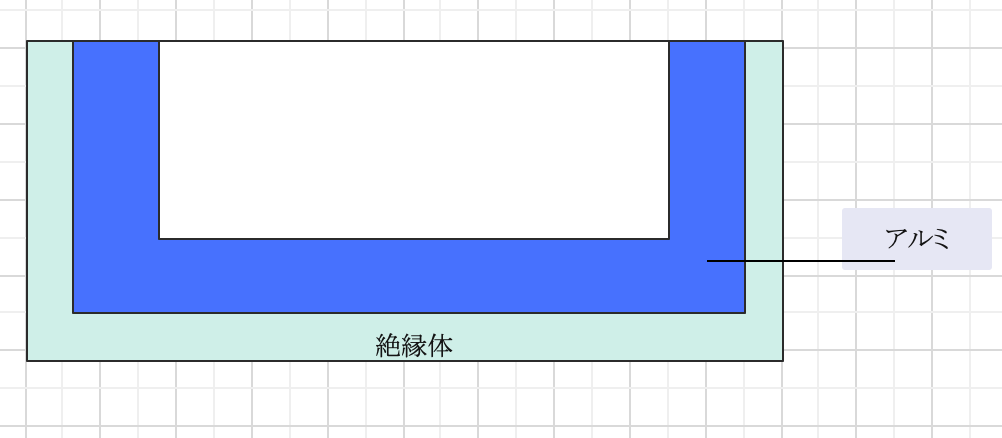
問題がテーブルに開けた穴を使ってZプローブがしたいという要求だけであれば、信号側をテーブル側にし、問題にならないように絶縁体(アクリル)の中にアルミ等の金属を入れて、その金属に穴をあけてブローブにするとか
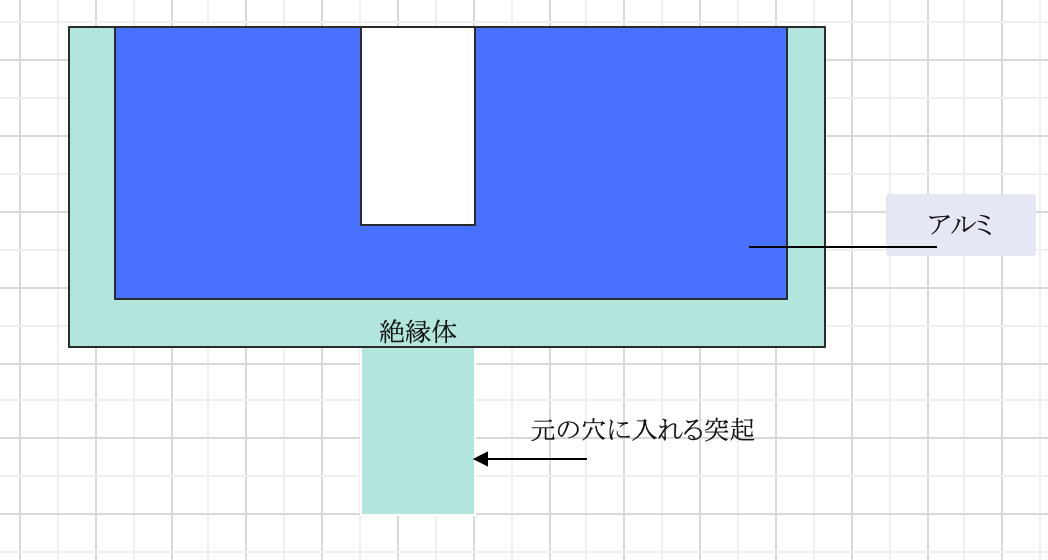
あるいは普通のブローブをアクリルで絶縁して、それを位置合わせの穴に合うように突起出して載せるだけでセッティングできるようにするとか。
kawade
13
morihさん
アドバイスを頂き、ありがとうございます。
アンテナ効果やテーブル側の対応方法については、気が付きませんでした。
Z軸のコネクターは、モータから出ていた線のコネクタを外しましたので、アンテナ効果でノイズが増幅されたのではないかと、今度はドライバー側のコネクターを外してマクロを動かしましたが、結果は同じでマクロは誤動作してしまいました。
テーブル側の対応については、アクリル板の加工等で敷居が高く、ドライバー側の不具合でここまでやらなくてはならないと思うと気が沈んでしまいます。精度的には、それぼど厳しくないので、できるところから実際に加工しながら試していきたいと思います。アドバイス、ありがとうございました。
morih
14
手軽なのはZブローブをポリイミドテープ(カプトンテープ)で裏側を絶縁するのが
ラクだと思います。
テープなので傷等で絶縁が無くなるかも知れません。その場合は張り直す必要があります。
うまく貼れば厚みは0.05mmになります。ただせっかく空けた工作台の穴は使えないですが。
それから根本的な所ですが、
Side_Panel · Spark-Concepts/xPro-V5 Wiki · GitHub の説明にある
ジャンバーピンは入れてありますか。
kawade
15
morihさん
ジャンパーピンは、期待して蓋を開けたのですが、5V側に入っていました。
測定方法ばかり問い合わせをしてしまい、使い方については説明していませんでした。テーブルをアルミにした目的は、Z軸方向の加工可能移動量を増やすためですが、両面加工するときに位置決めピンをアルミ側に作っておくと、捨て板の厚さを減らすこともできますし、位置決め穴にM3のネジを切っておくとワークの押さえにもなります。欠点は、位置決めピンは、テーブル中心(ワーク原点)を基準に穴あけしており、リミットスイッチの原点をずらしたり、干渉によりスピンドル位置を調整した時に、テーブル原点がずれてしまい、テーブル原点を探し出す作業が必要になります。今回、テーブルの中心に明けた穴を基準に、プローブによりテーブル中心を自動的に求めようとしています。ポリイミドテープ(カプトンテープ)を初めて知りましたが、うまくエンドミル側に貼って使えればと考えています。
情報提供をして頂き、ありがとうございました。