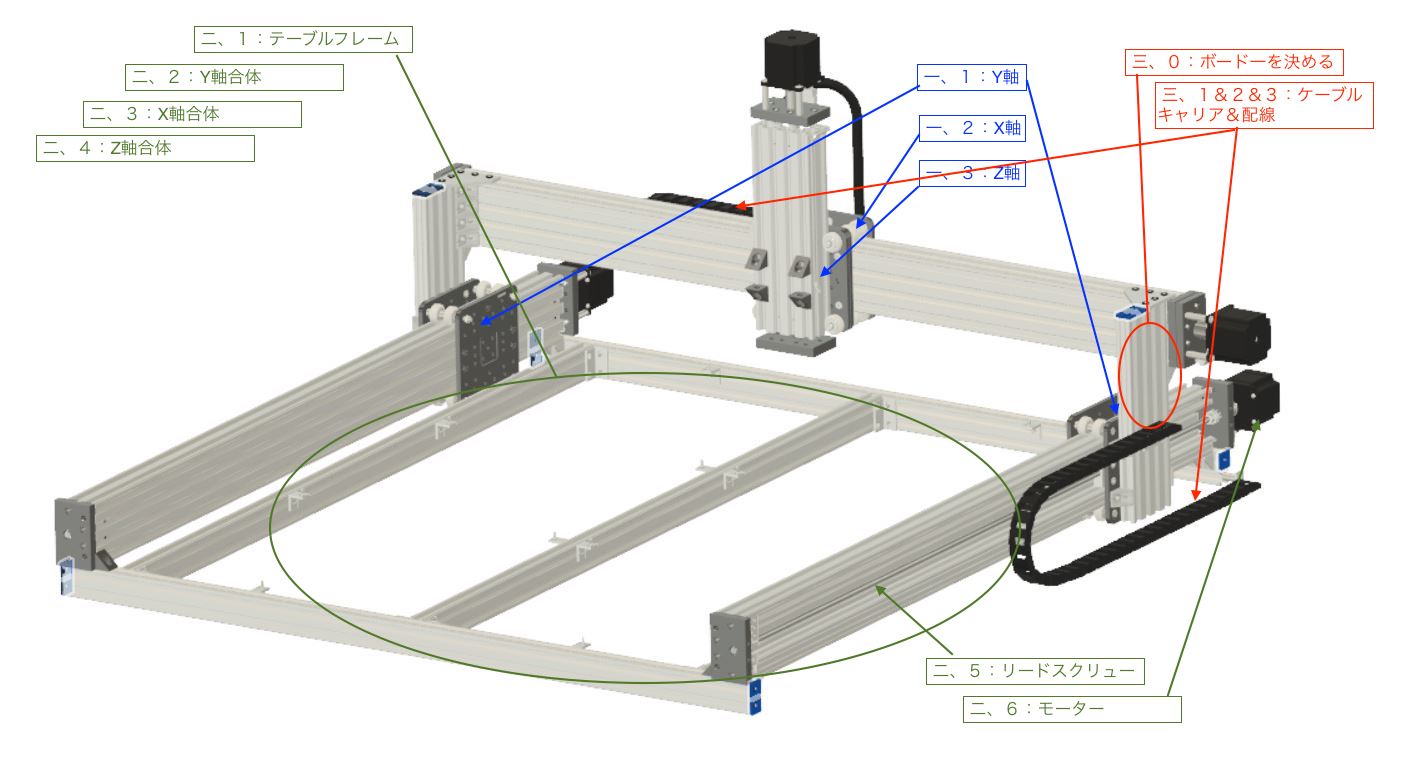
二、本体フレーム
1.テーブルフレーム
#Art CNC 1015(X軸1000mm Y軸1500mm)を例にしてます.
使用部品
| 使用部品名 |
個数 |
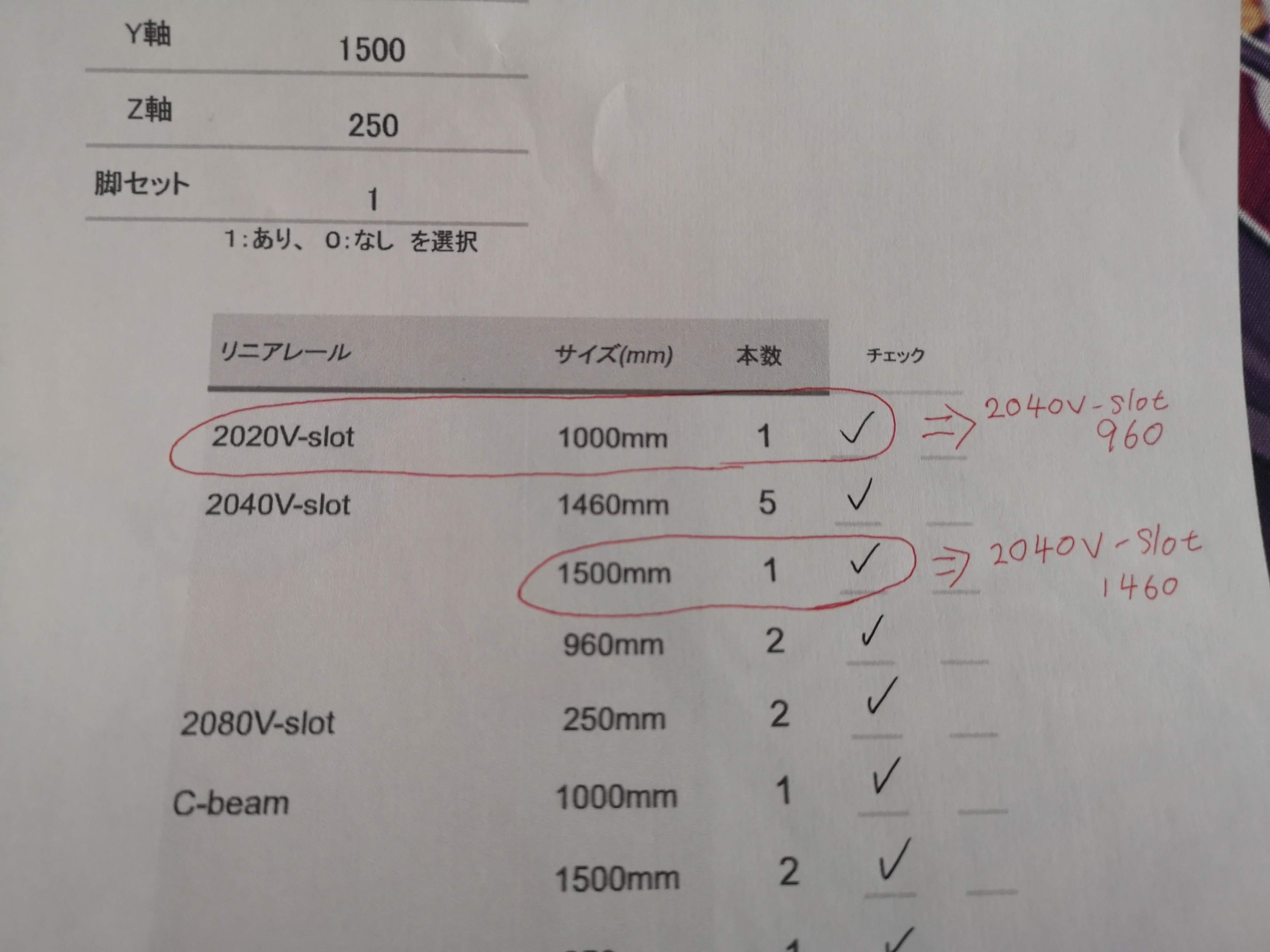
| VSlot2040リニアレール960 (X軸) |
2 |
| VSlot2040リニアレール1460 (Y軸) |
3 |
| L字ブラケット-シングル(シングルブラケット) |
16 |
| L字ブラケット-ダブル(ダブルブラケット) |
12 |
| 精密直角固定具(黒) |
12 |
| TナットM5(Tナット) |
64 |
| 低頭ボルト M5 - 8mm(8mm低頭ボルト) |
64 |
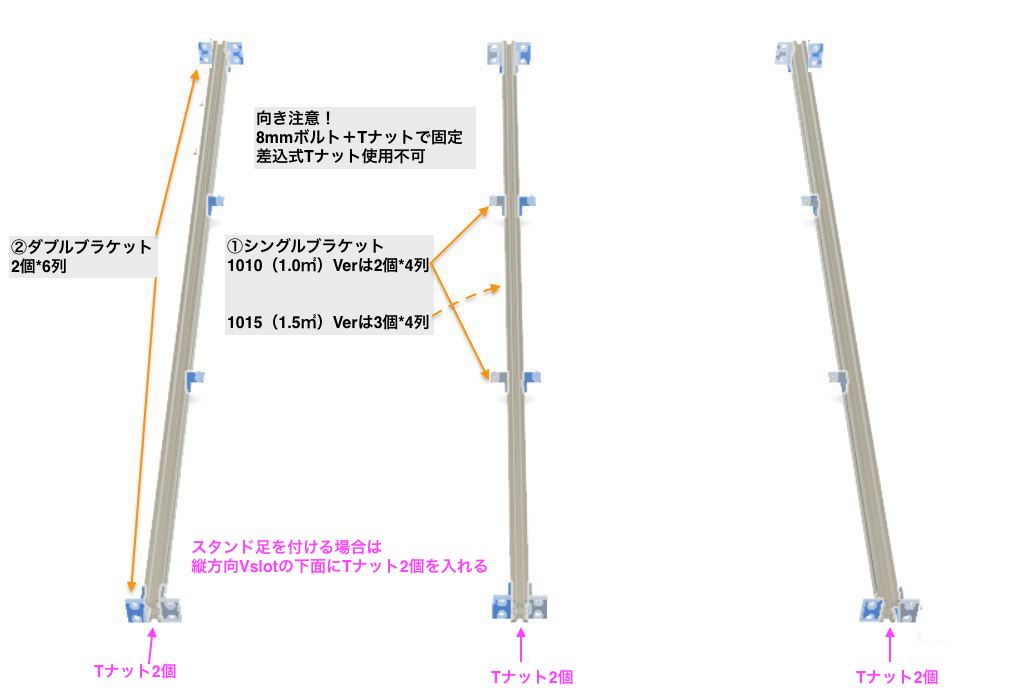
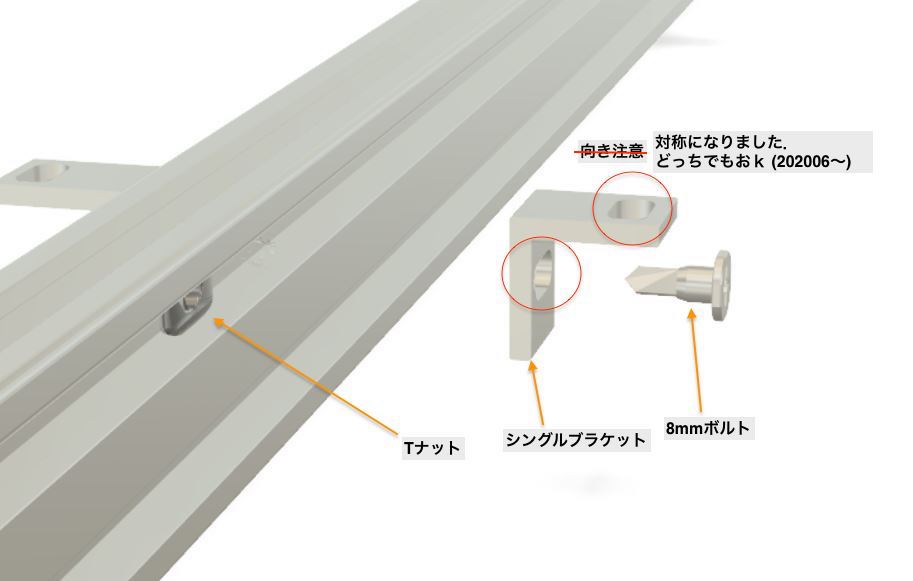
①ブラケットを設置
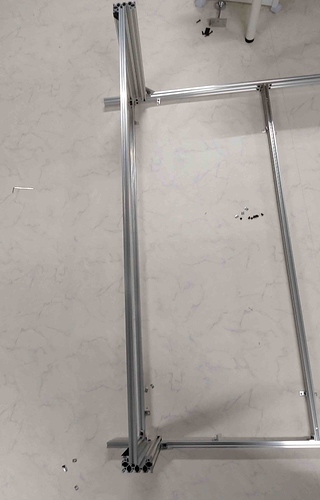
図のように1460mmのVSlotを床またはテーブルに置き,先にシングルブラケットを設置します.ボルトを強く締めなくても大丈夫です.
シングルブラケットを軽く固定した後にダブルブラケットを両端に追加します.ボルトを強く締めなくても大丈夫です!
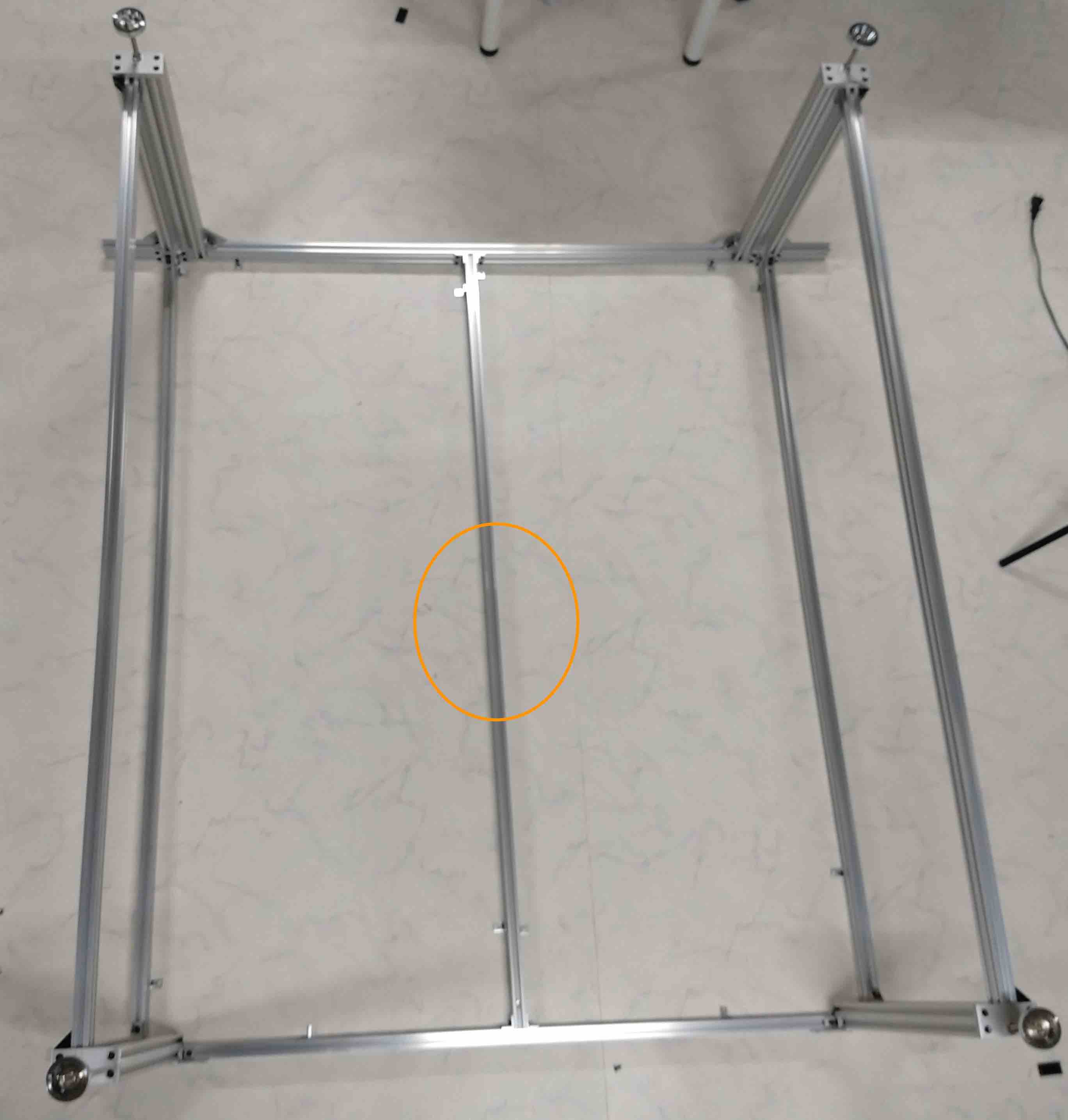
②X方向のフレームを追加
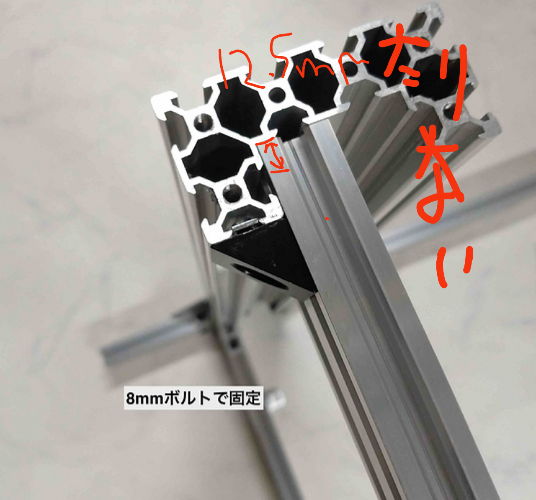
更に960mmVslotを追加し,ダブルブラケットで固定します.
1本目は真ん中に2本3本目は先端から120mmをずらして固定します.
VSlotの間に隙間なく,しっかりボルトで固定しましょう.
2.スタンド足
(テーブル置きの場合はスキップしてください)
(床置の場合は調整が面倒くさいので推奨しません)
#スタンド足の役割:
1.全体の水平調整.
2.加工テーブルのたわみ調整:C-beamレールもテーブルもある程度タワミます.真ん中の5本目足で調整するとタワミをうまく相殺できます.)
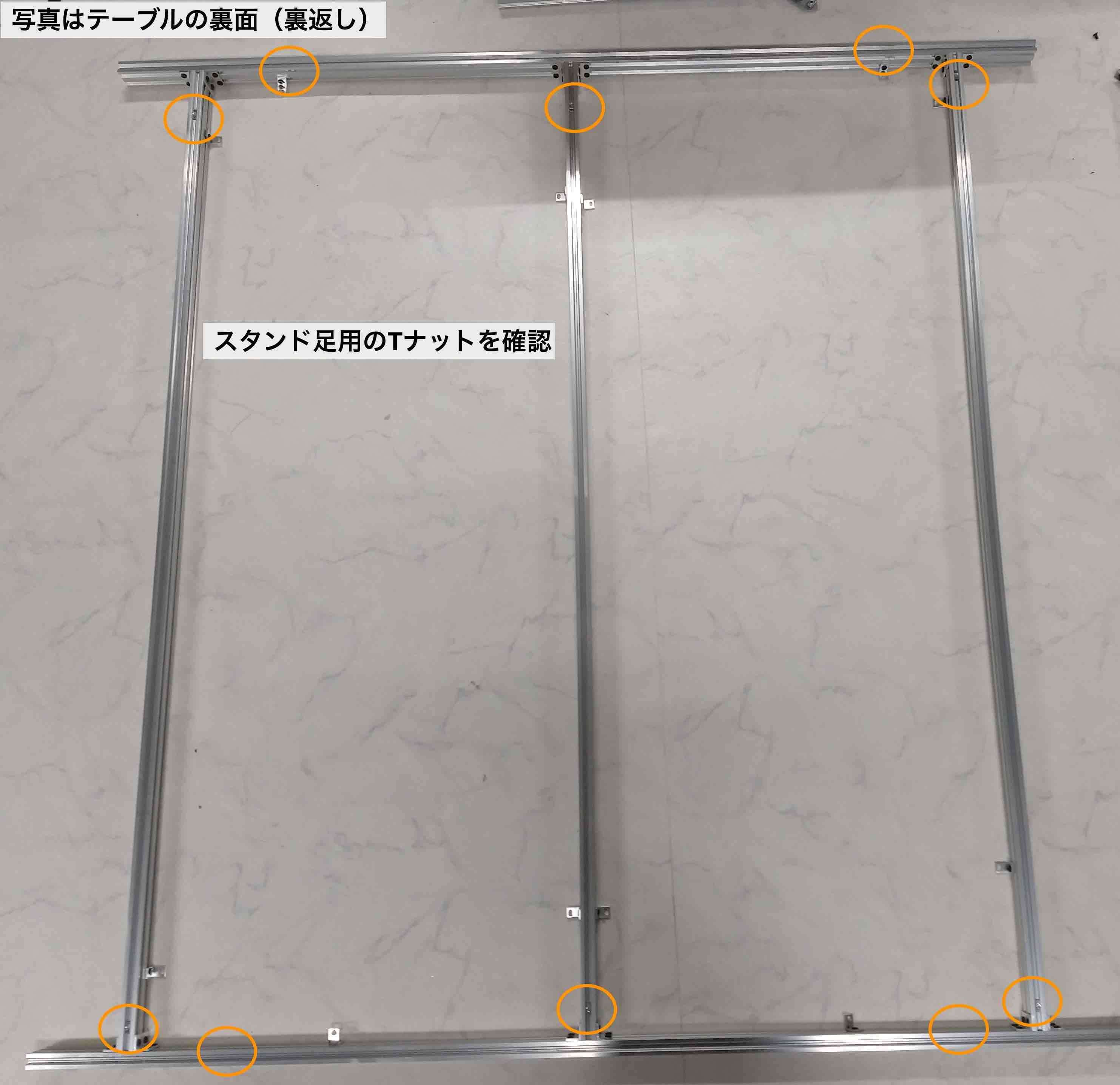
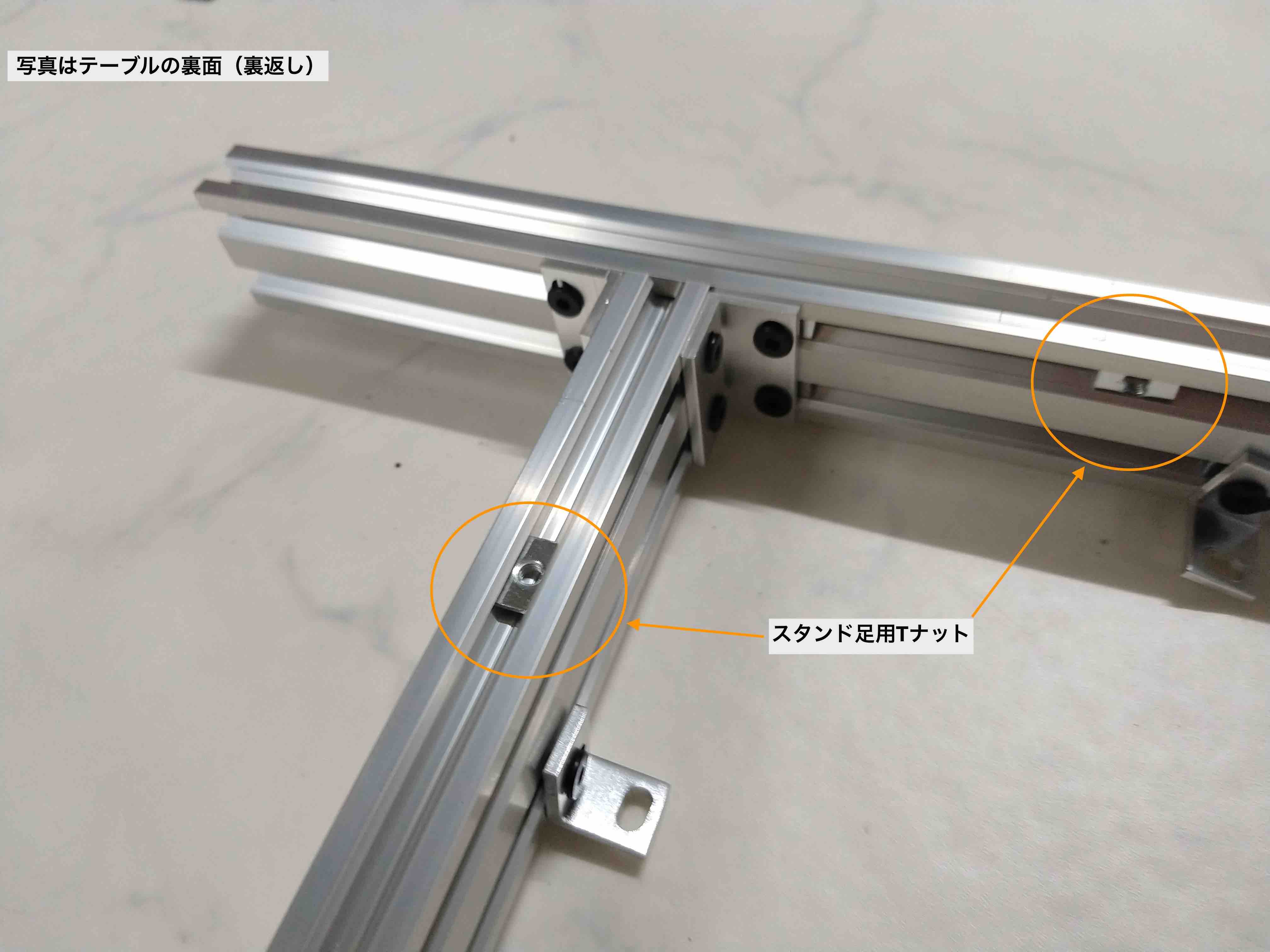
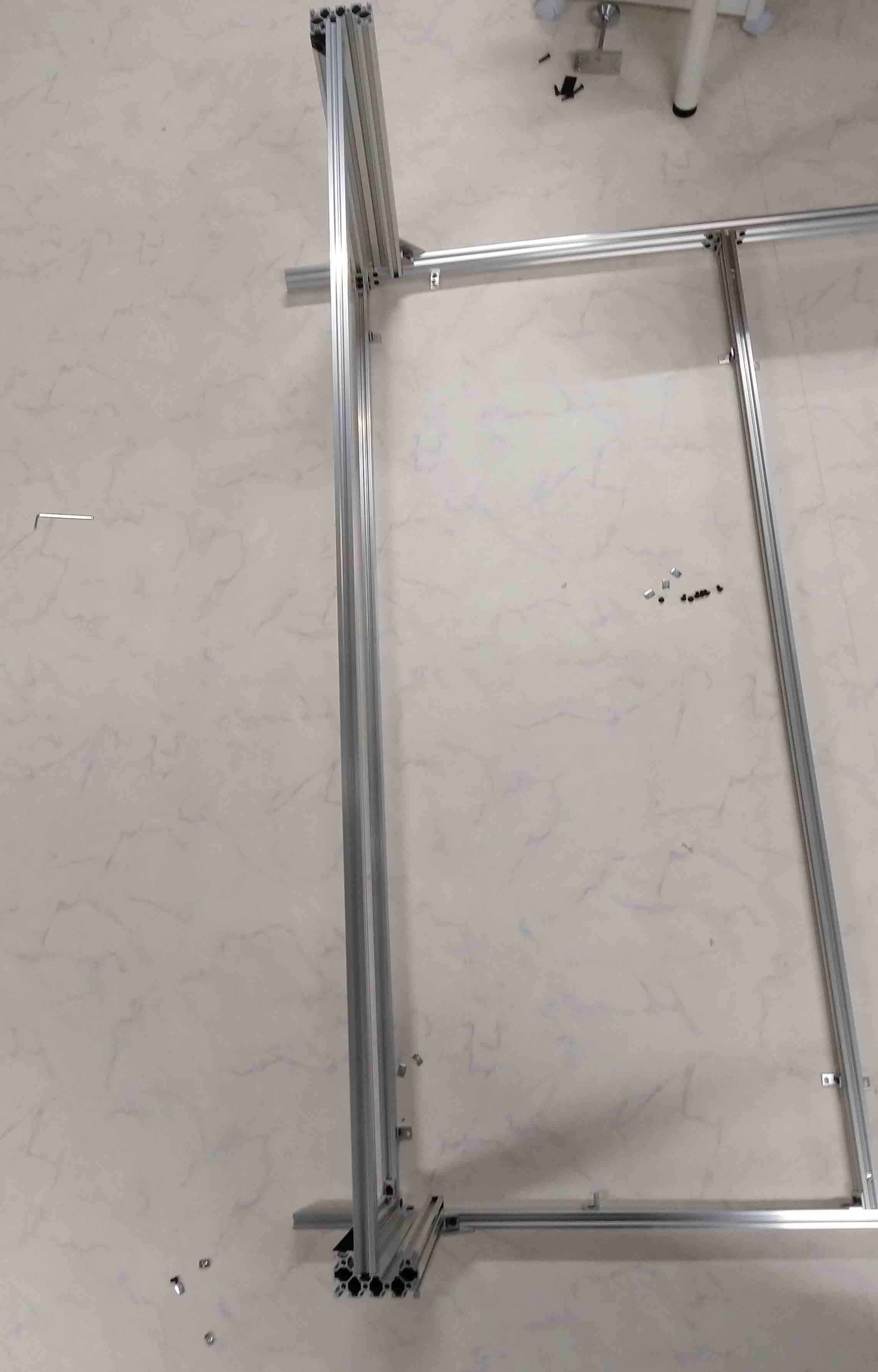
①先程作った本体フレームを裏返しましょう.
V-slot毎にスタンド足用のTナット2個は入れてることを確認しましょう.
Tナットが足りない!?しょうがないですね,1個ぐらいなら差込式Tナットで代用してもいいですが...
②スタンドの柱
| 使用部品名 |
個数(1本あたり) |
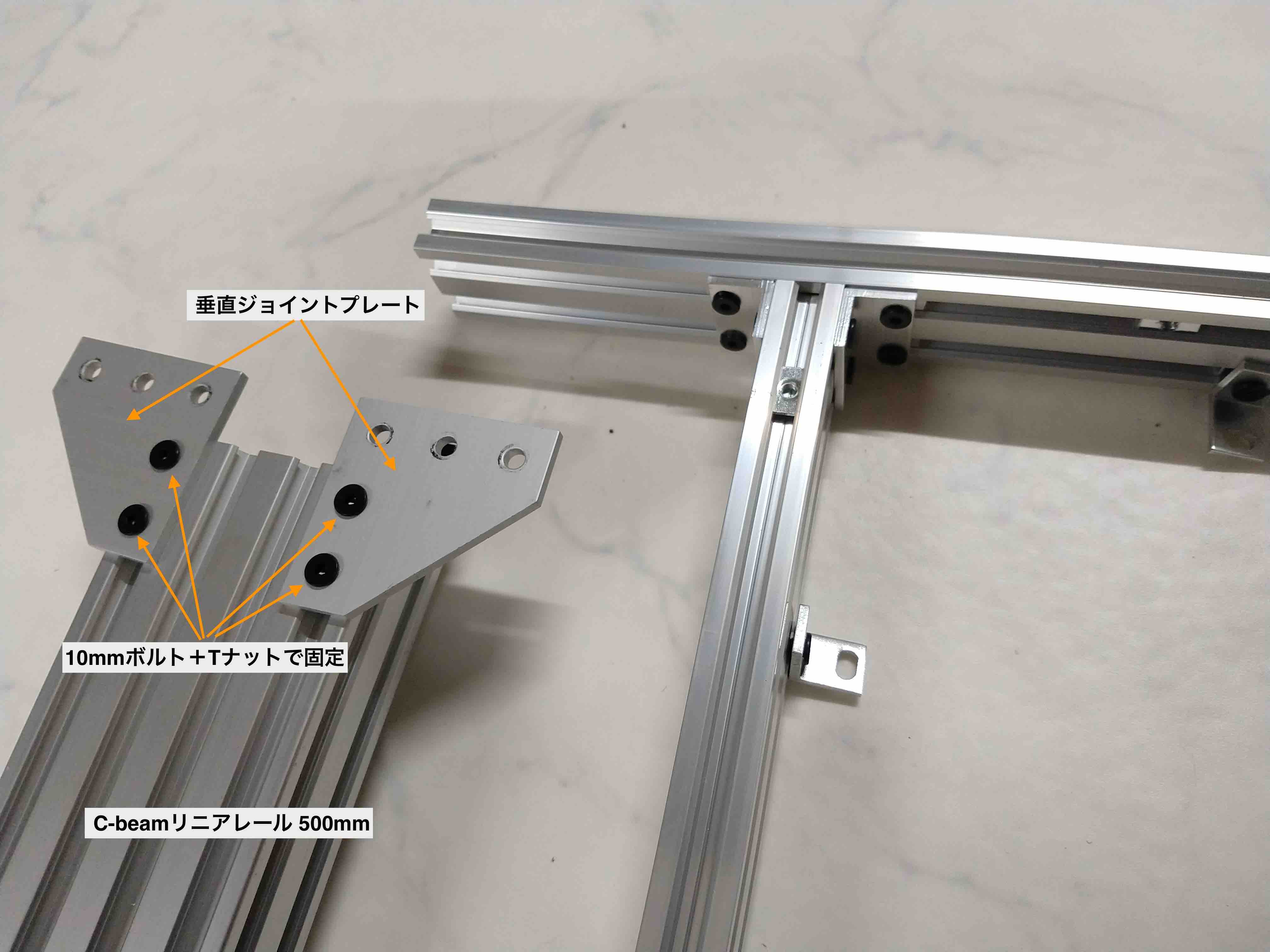
| C-beamリニアレール500mm |
1 |
| スタンド足部品パッケージ |
|
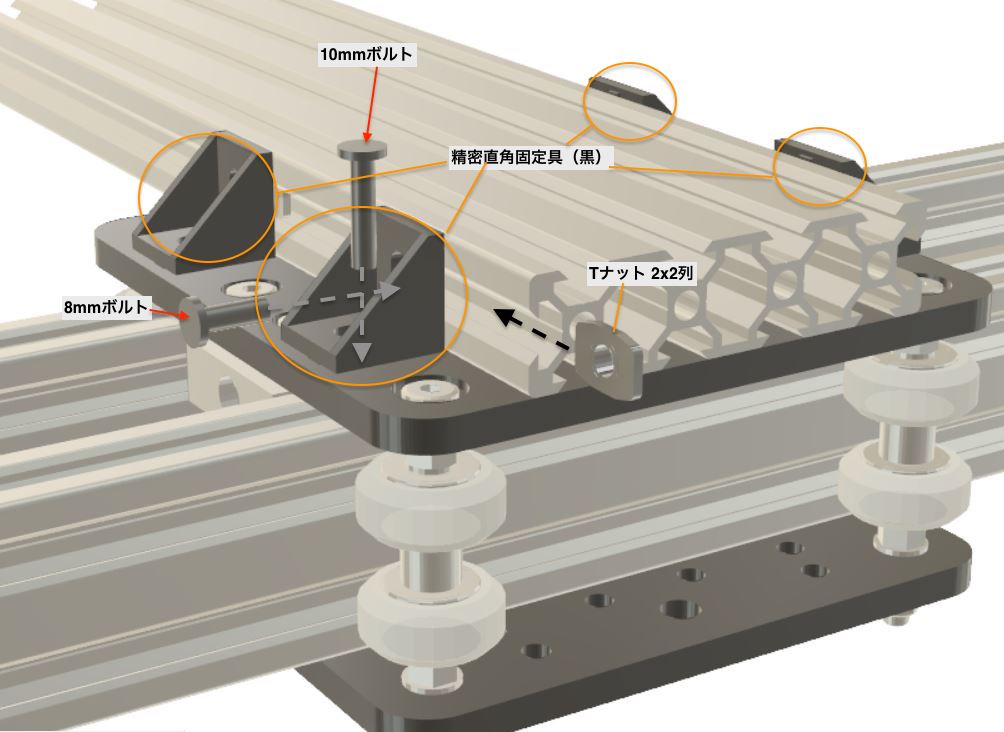
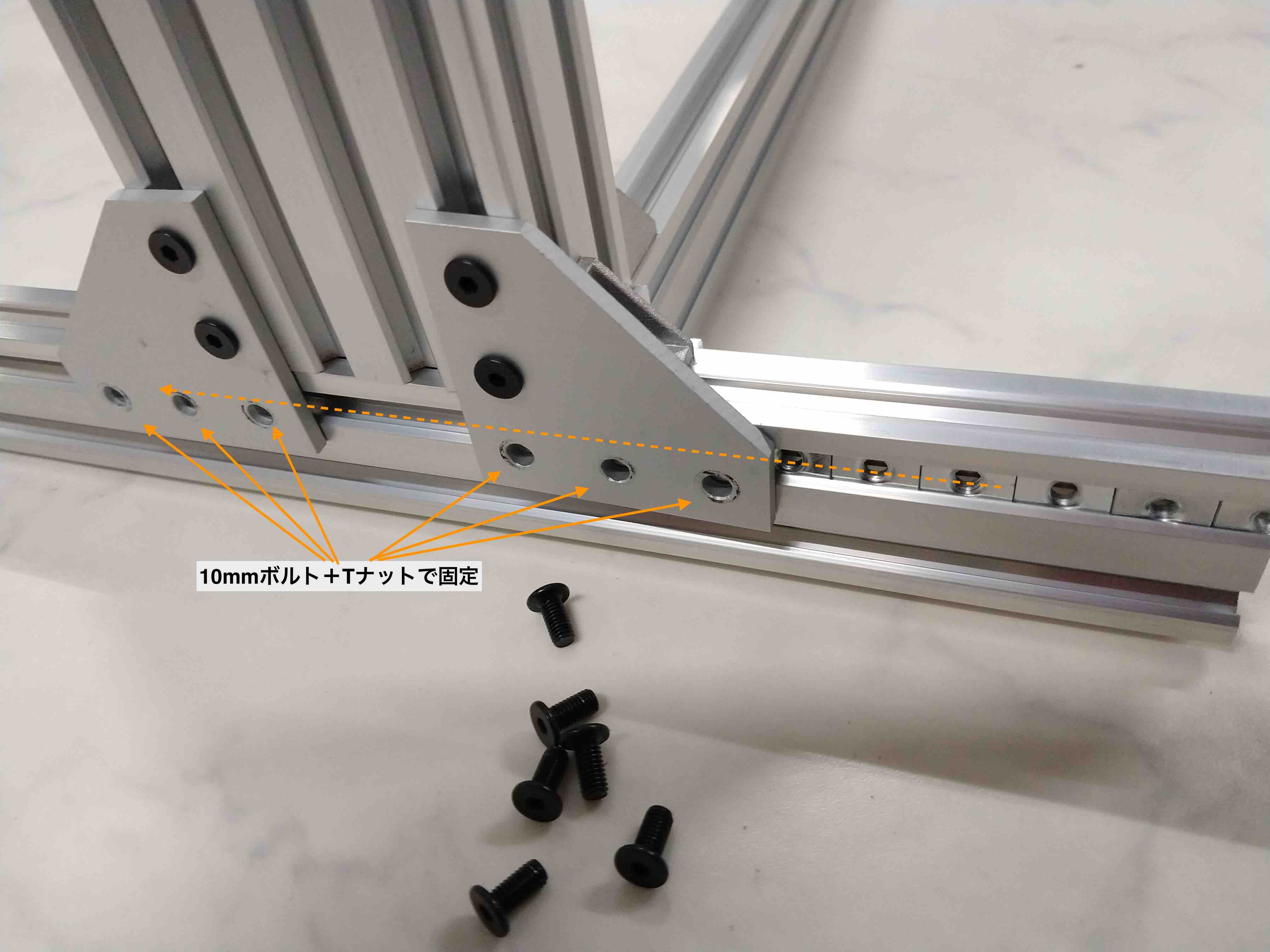
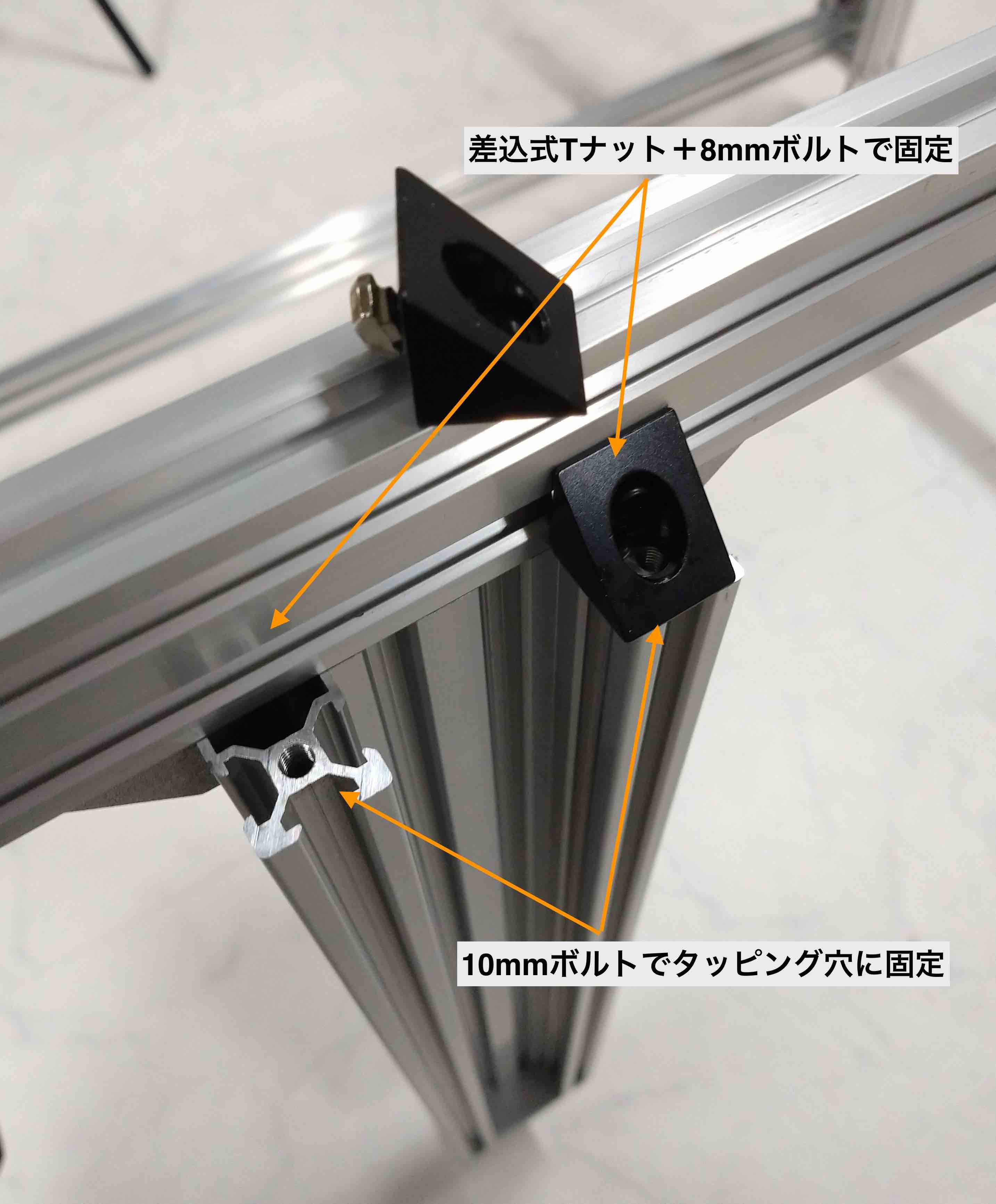
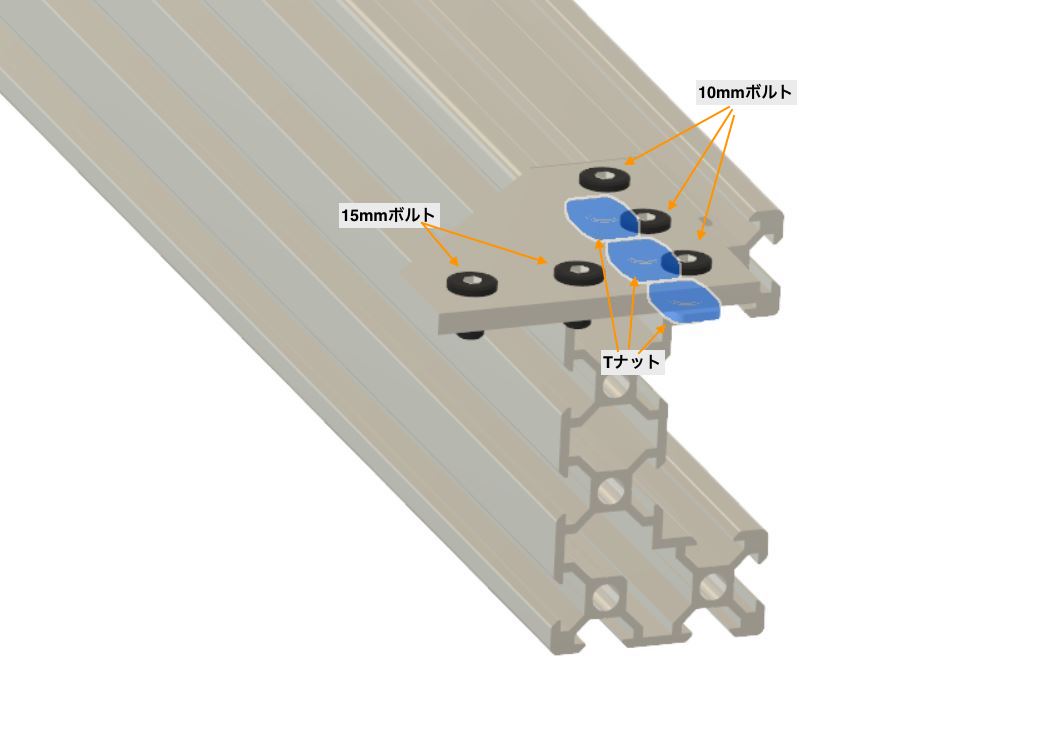
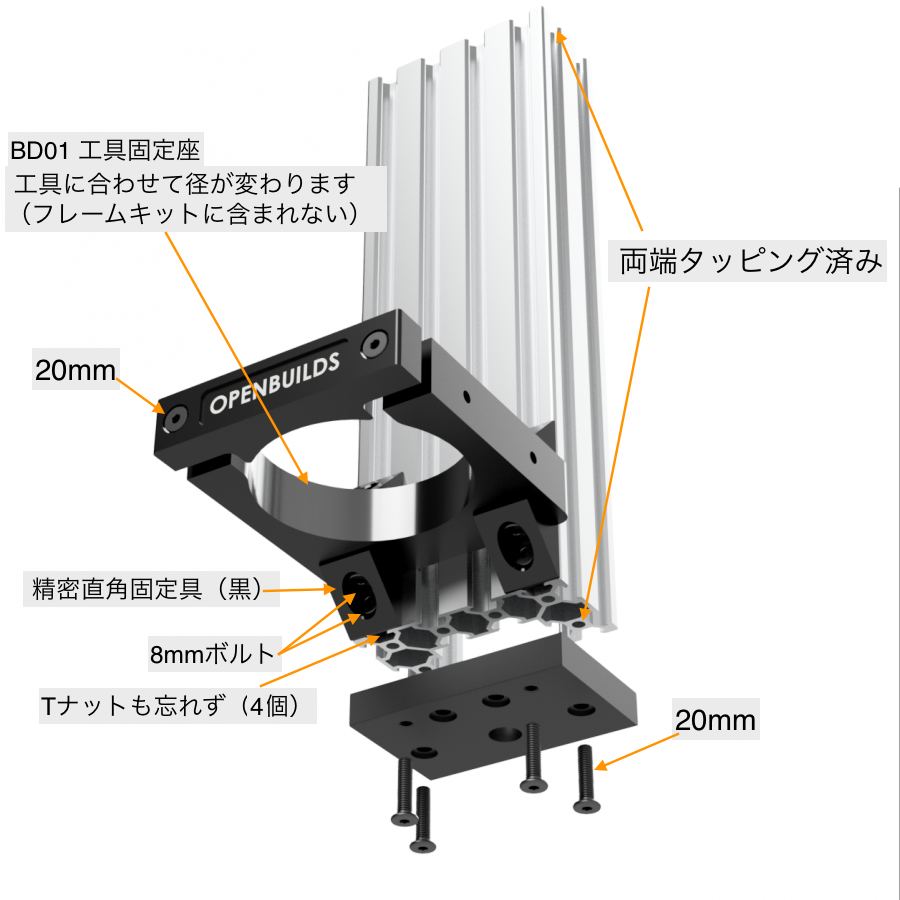
表面は図のように10mmボルトとTナットで2枚の垂直ジョイントプレートをC-beamリニアレールに固定します.
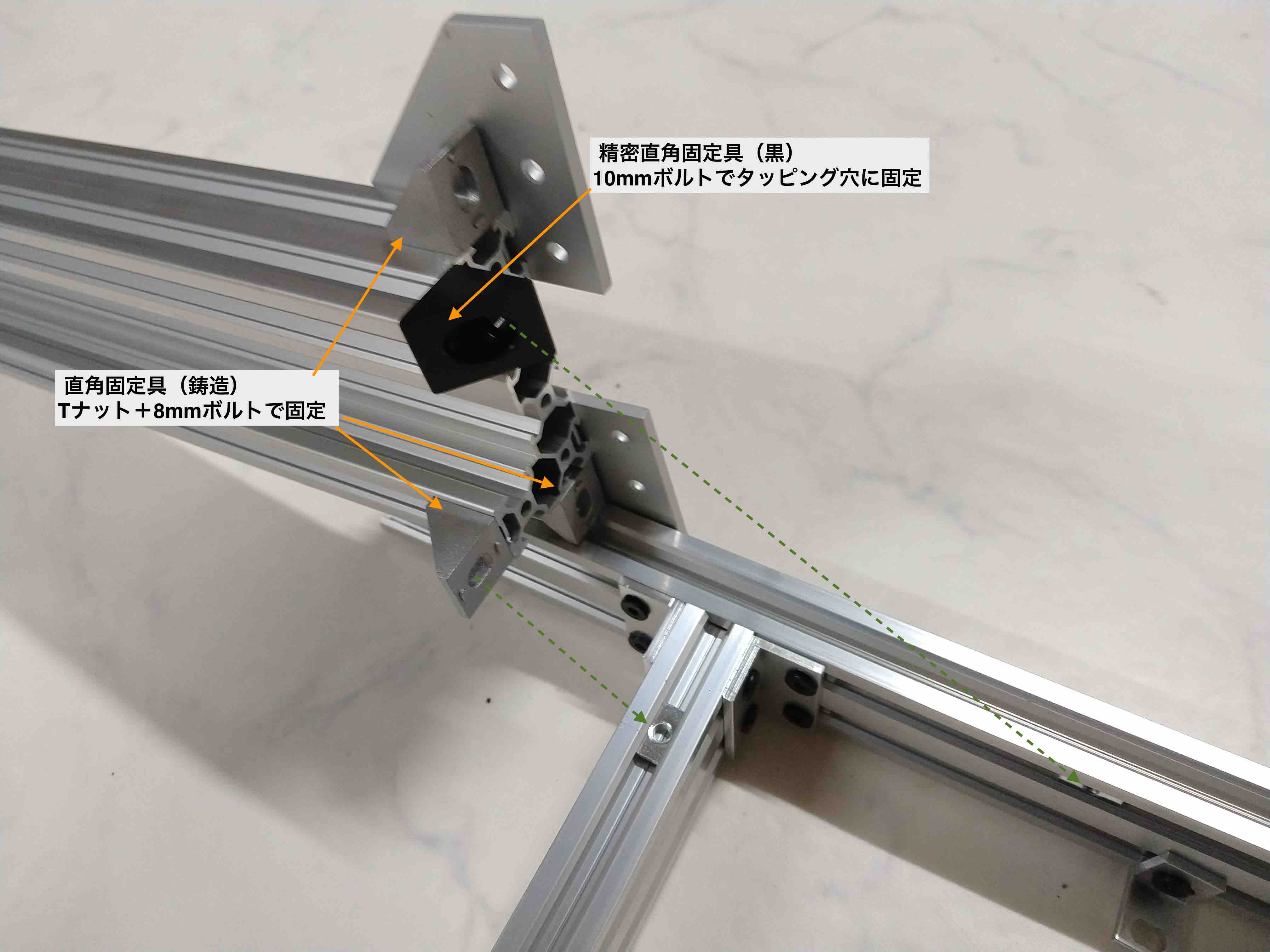
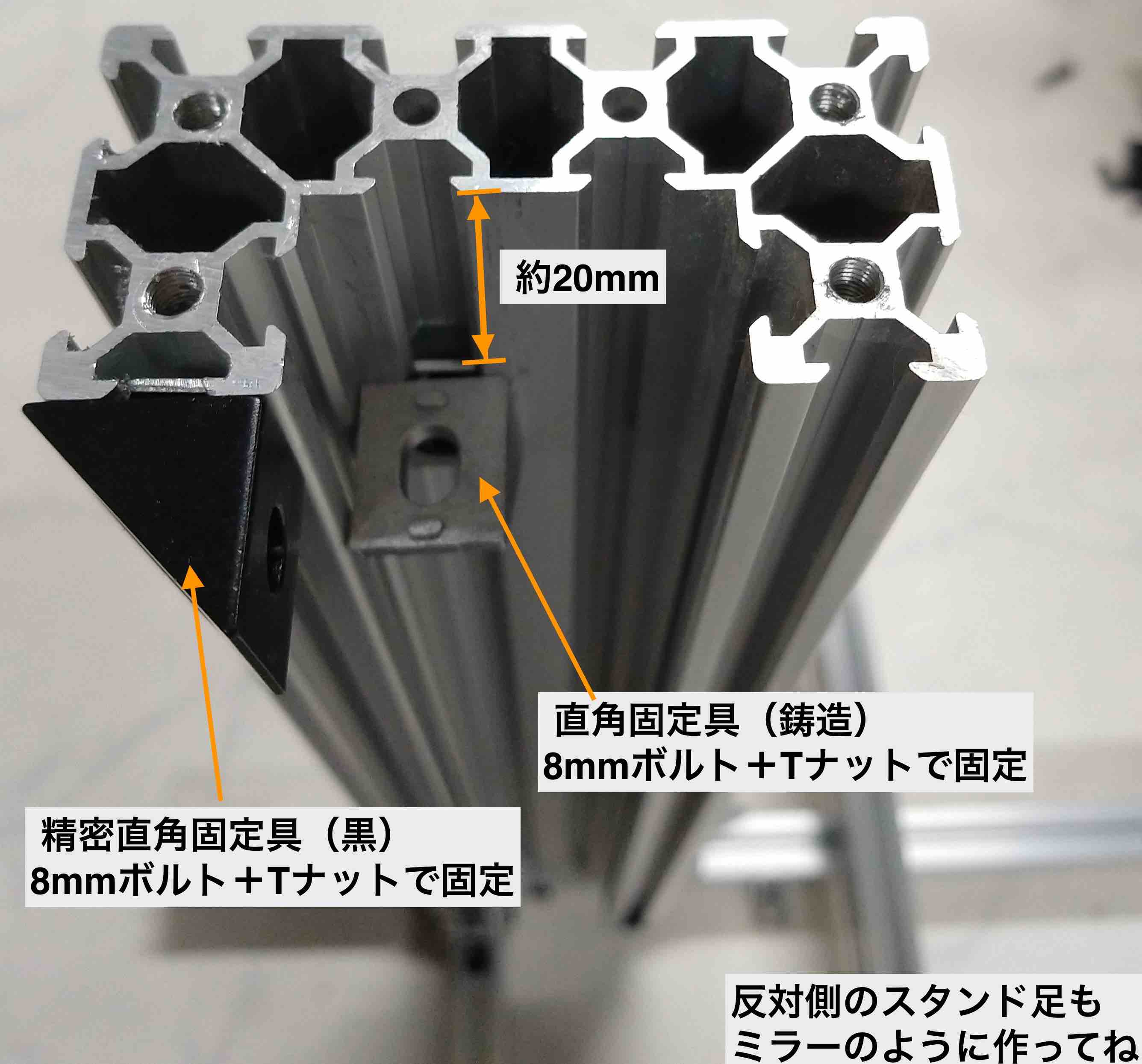
裏面には8mmボルトとTナットを使って,直角固定具(鋳造)x3を図のような位置に固定します.精密直角固定具(黒)は10mmボルトでタッピング穴に固定します.
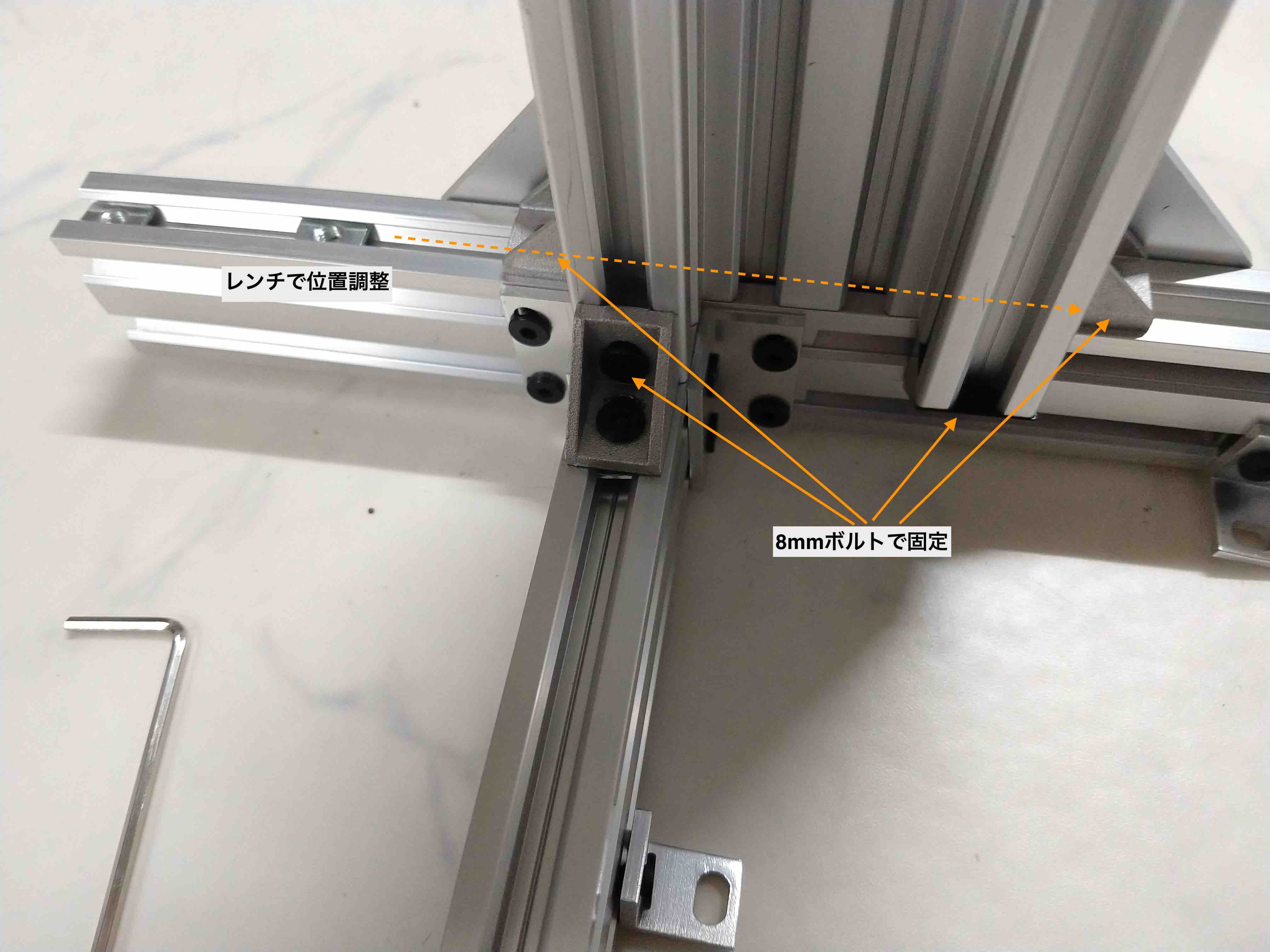
このままスタンド足を本体フレームの裏面に置き,4ヵ所を8mmボルトで固定します.
磁性付き六角レンチがあれば,位置調整が楽になります.
外側は10mmボルトとTナットで垂直ジョイントプレートを固定します.
スタンド足の底面(今は一番上)に図の配置のように精密直角固定具(黒)と直角固定具(鋳造)を8mmボルトとTナットで固定.
他の足も同じように対称で組み立てます.
②スタンド足の梁
梁になる960mm又は1460mmVslotに図のようにTナット2x2を溝に入れましょう.
それぞれ精密直角固定具(黒)と直角固定具(鋳造)を8mmボルトとTナットで固定します.
反対側も同じです.
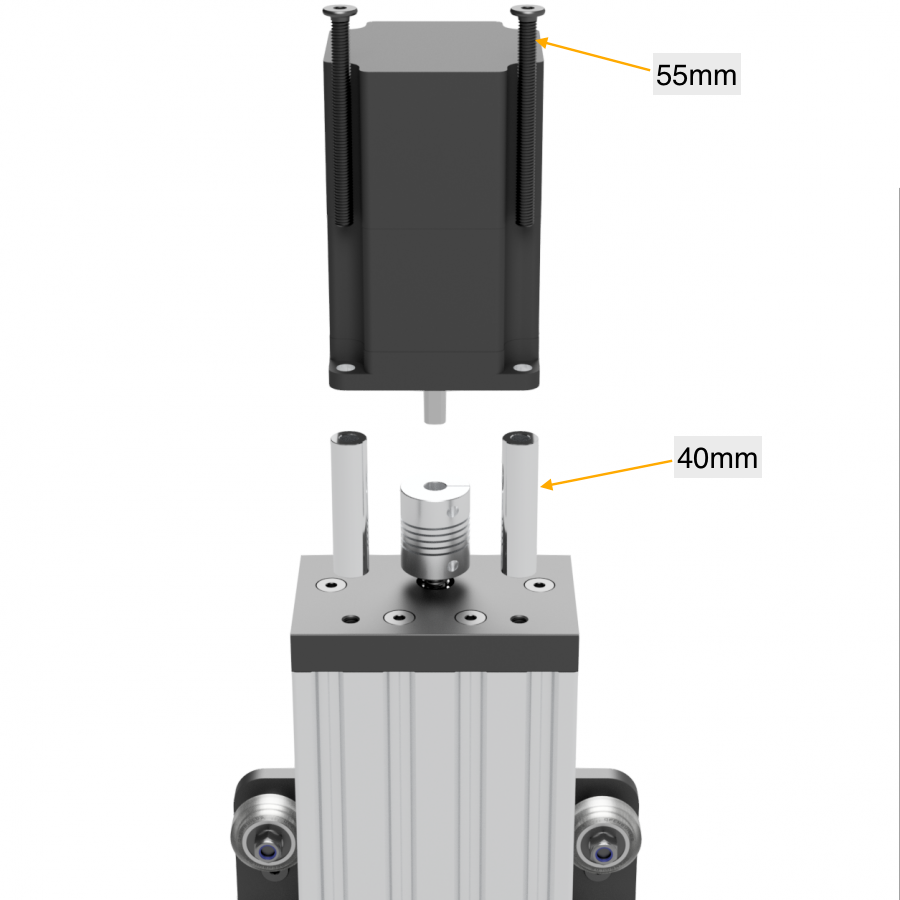
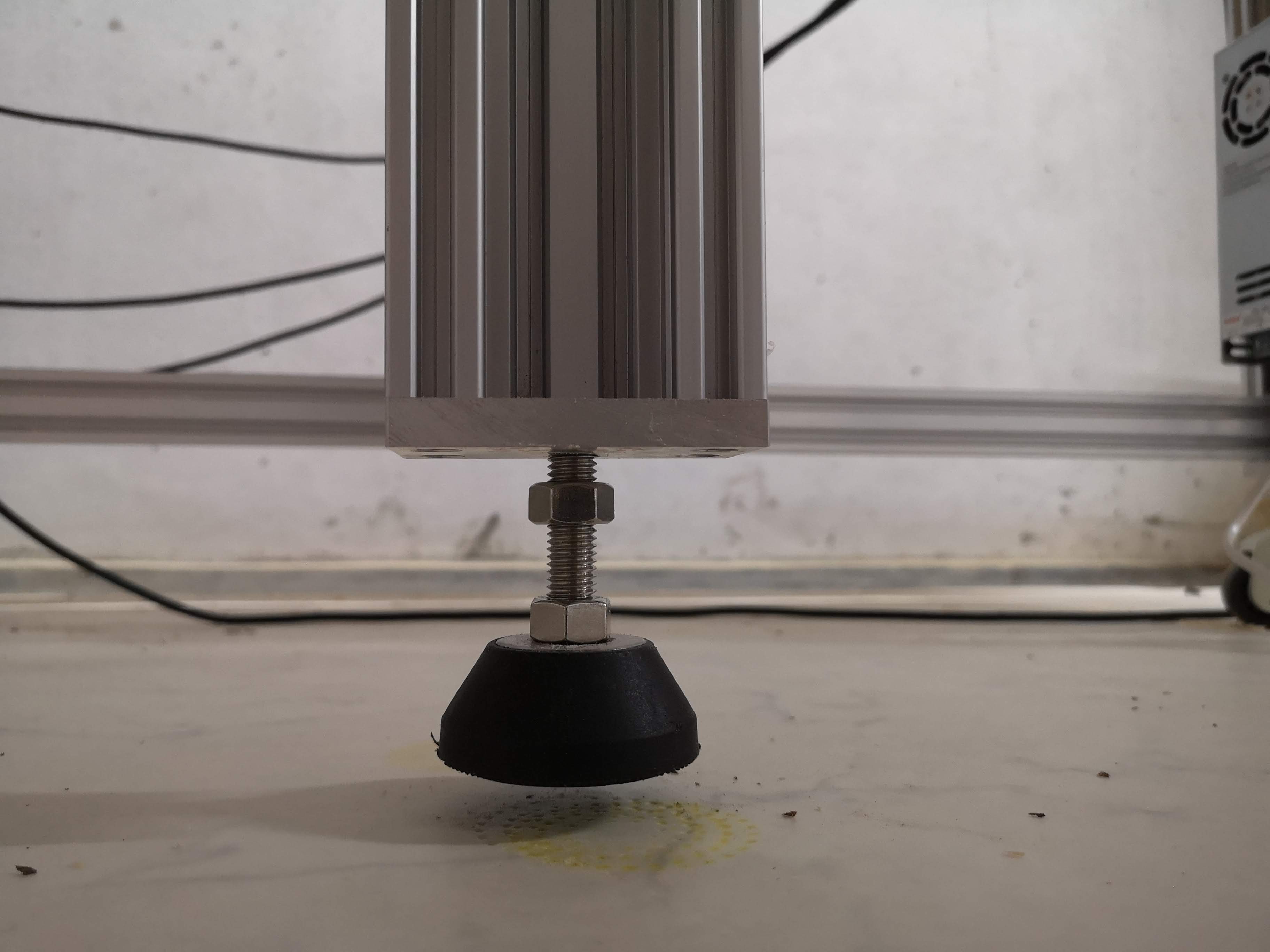
③スタンド足の足
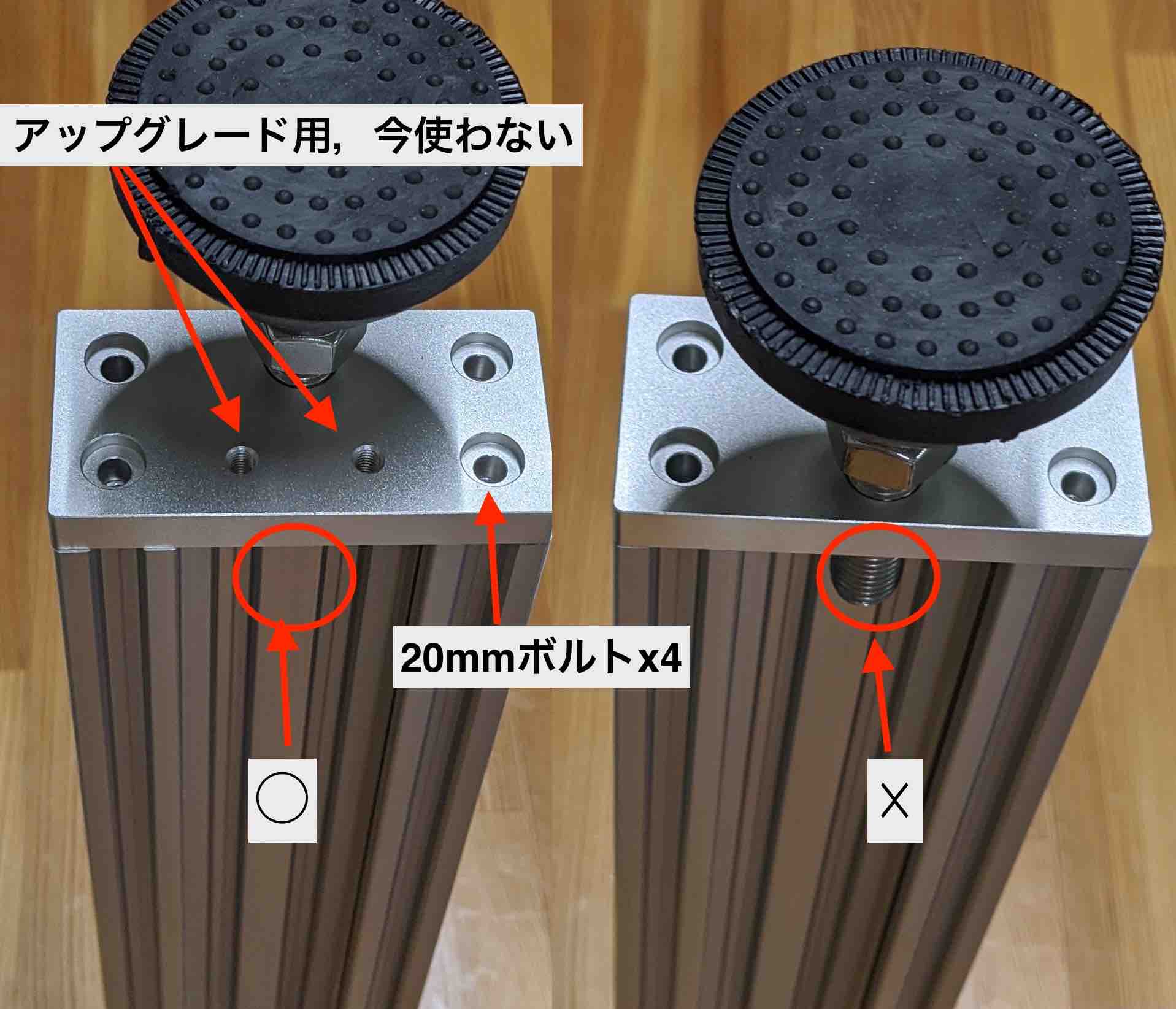
このまま足用エンドプレートを20mmボルトでタッピング穴に固定し,スタンド足を入れましょう.あまり長くすると不安定になりますので,足ボルトの残りを30mm以内にしましょう(高さを0mm〜30mmまで調整可能)
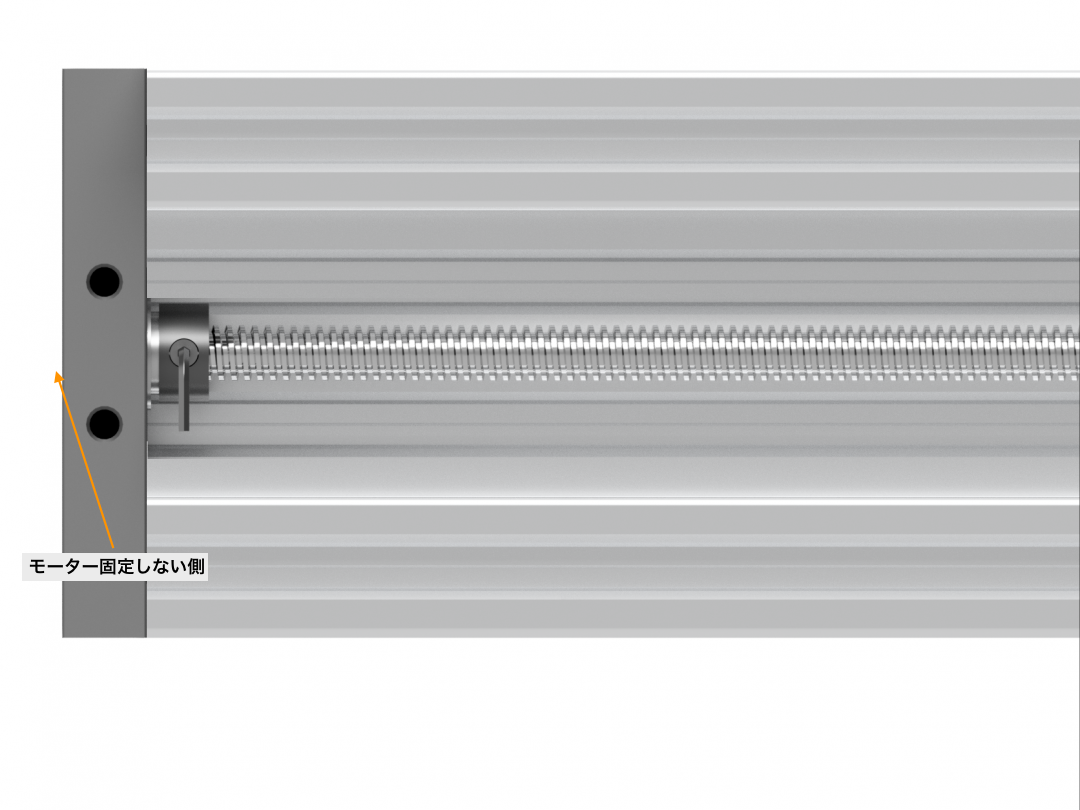
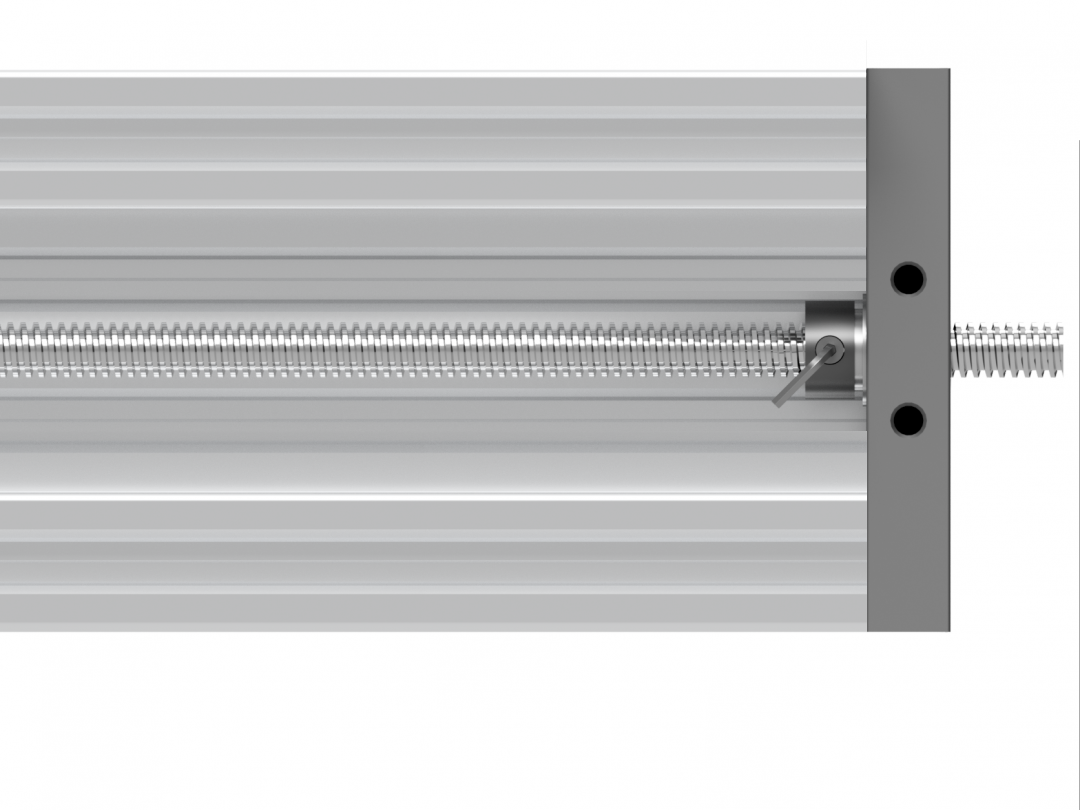
2021年末~2022年4月頃に出荷した低頭ボルト-20mmにねじ山径が小さいものが紛れているロットがありました。
C‐Beamのねじ山とかみ合わないボルトがある場合は交換しますのでcontact@avalontech.jpまでご連絡ください。
(新スタンド板はM5穴6個ありますが,4つしか使いません.ゴム足のボルドはC-beamの隙間に入ります.)
④タワミ調整用足
組み立て精度とMDF板にもよるんですが,4本スタンド足だけで支えている1.5mのArtCNCは0.5mm〜2mmくらいのタワミが発生します.(産業用の1トン級テーブルじゃない限りどんなテーブルでもタワミます.)どうせ撓むならタワミ量を調整できる5本目の足を追加します.(必要であれば面出し作業という手もあります)
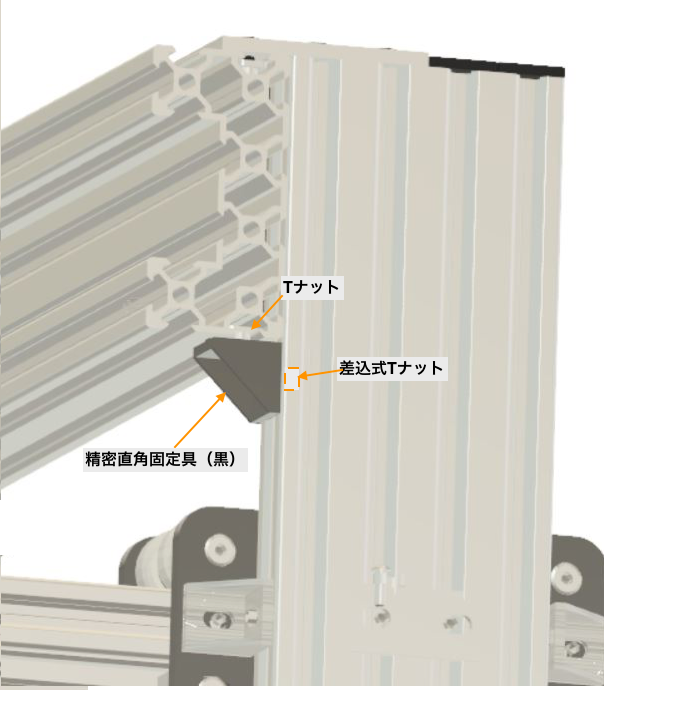
図のように垂直ジョイントプレートx2と直角固定具(鋳造)をC-beamリニアレールに固定します.5本目の足はXY方向の応力あまり受けないため,一部のTナットを差込式Tナットを代用します.
直角固定具(鋳造)2個と垂直ジョイントプレート2個をフレーム本体に固定したらこのまま裏返しましょう.
最後に精密直角固定具(黒)2個を5本目の足に追加し,しっかり固定しましょう.
3.Y軸合体(重要)
| 使用部品名 |
個数 |
| Y軸ユニット(一、1.で作った) |
2 |
| C-beamリニアレール1500mm |
2 |
| 精密直角固定具(黒) |
12 |
| TナットM5(Tナット) |
24 |
| 低頭ボルト M5 - 8mm(8mm低頭ボルト) |
24 |
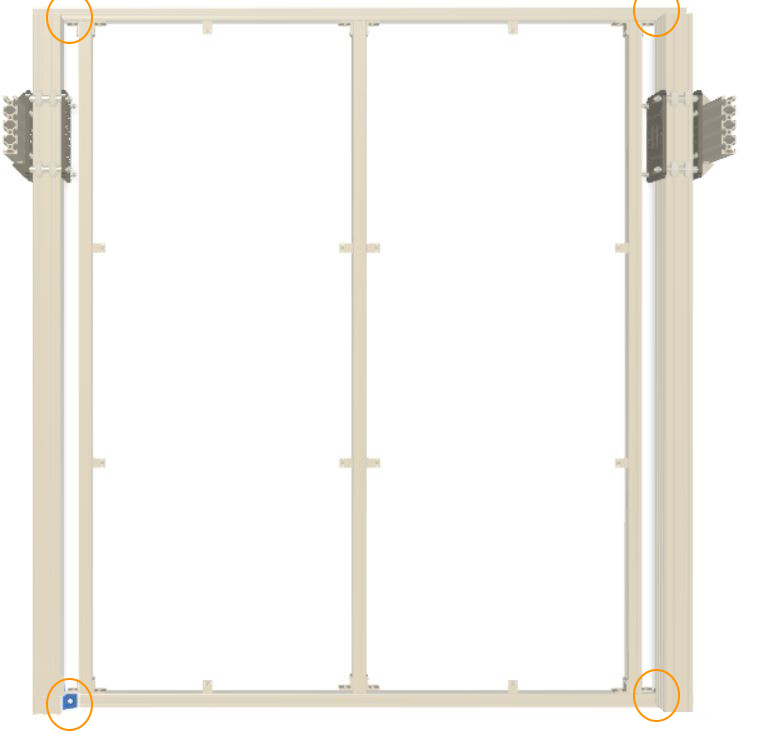
①Y軸の位置調整&固定(重要!)
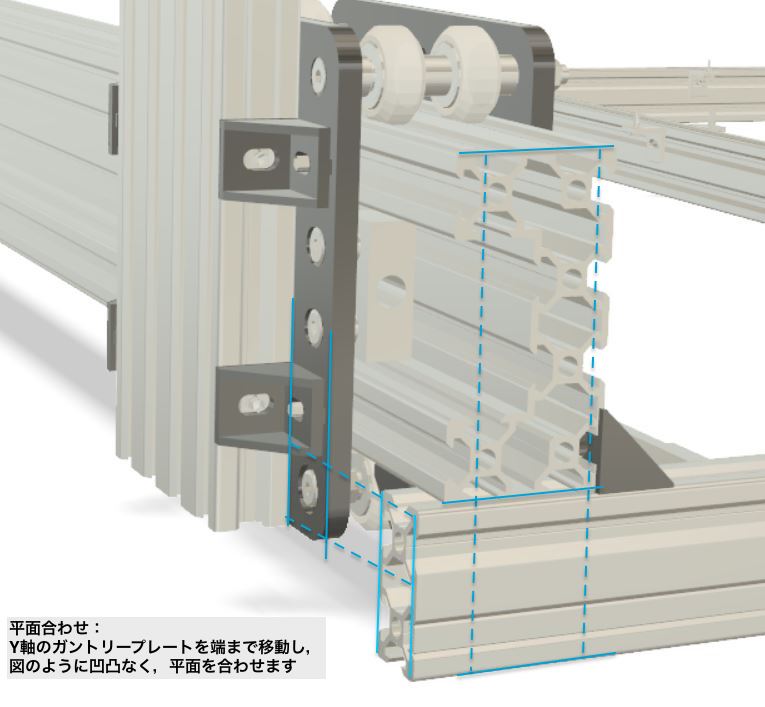
Y軸ユニットを1500mmC-beamに貫通し,図のようにVslotに載せます.

Y軸ユニットを端まで移動させ,位置調整を行います.
Y方向向きの
C-beamの端面は載せているX方向向きの
Vslotの側面と同じ平面になるように・・・
載せているX方向向きのVslotの端面はY軸ガントリー
プレートの表面と同じ平面になるように・・・
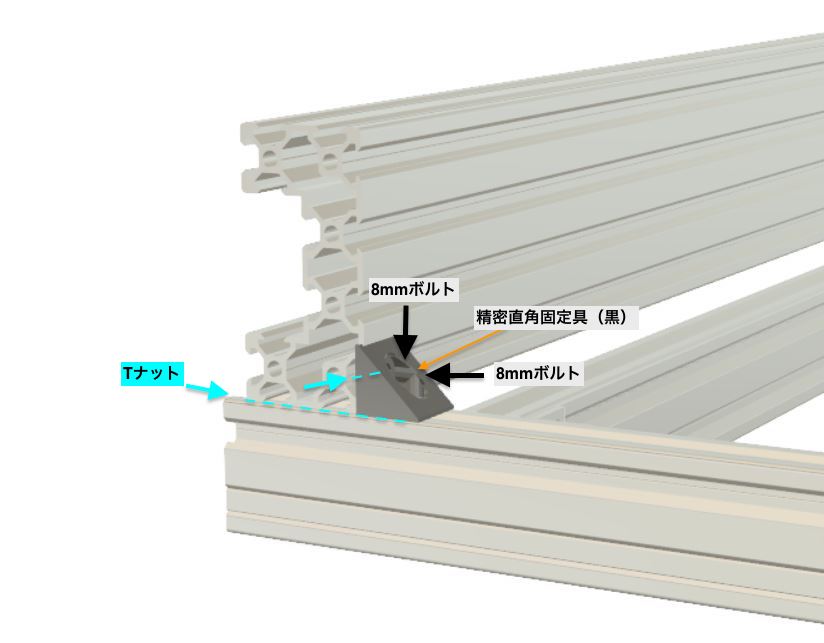
物差しやプレート板などの道具でしっかり調整してから,精密直角固定具(黒)+8mmボルト2個+Tナット2個で固定します.
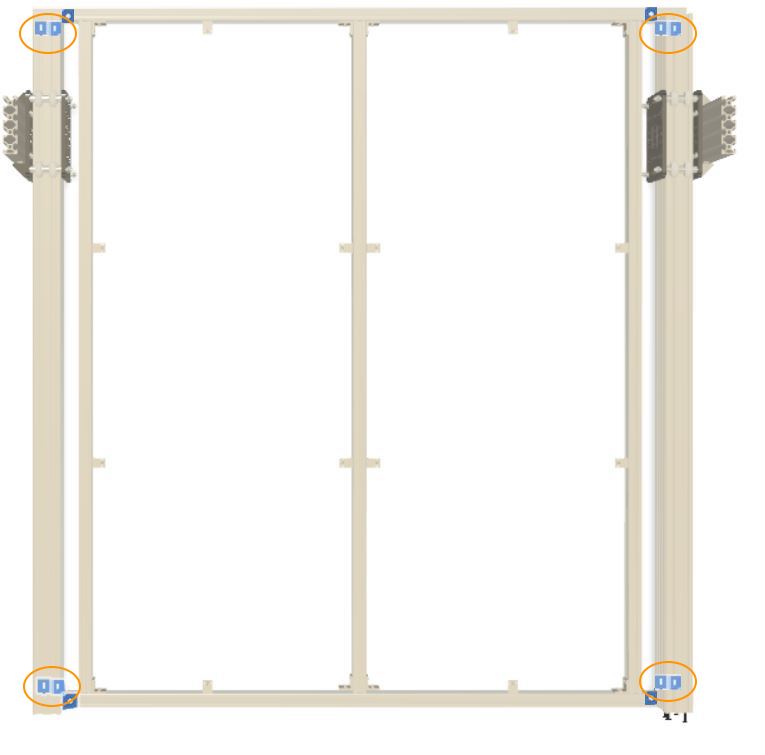
②精密直角固定具で補強
反対側も同じように合計4ヵ所(直角固定具4個)でしっかり固定しましょう.
4ヵ所で固定した後にC-beamリニアレールの下に更に固定具(2個x4ヵ所)を追加します.
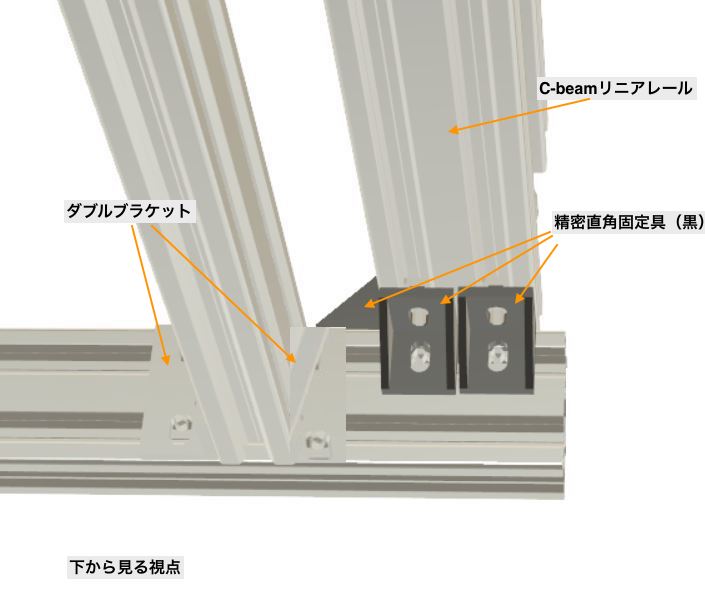
下から見る視点はこんな感じです.
直角固定具を固定するTナットはC-beamとVSlotの穴から入れることができます.
床置だと少しやり辛いですが,テーブルか仮設足があればかなり楽になります.
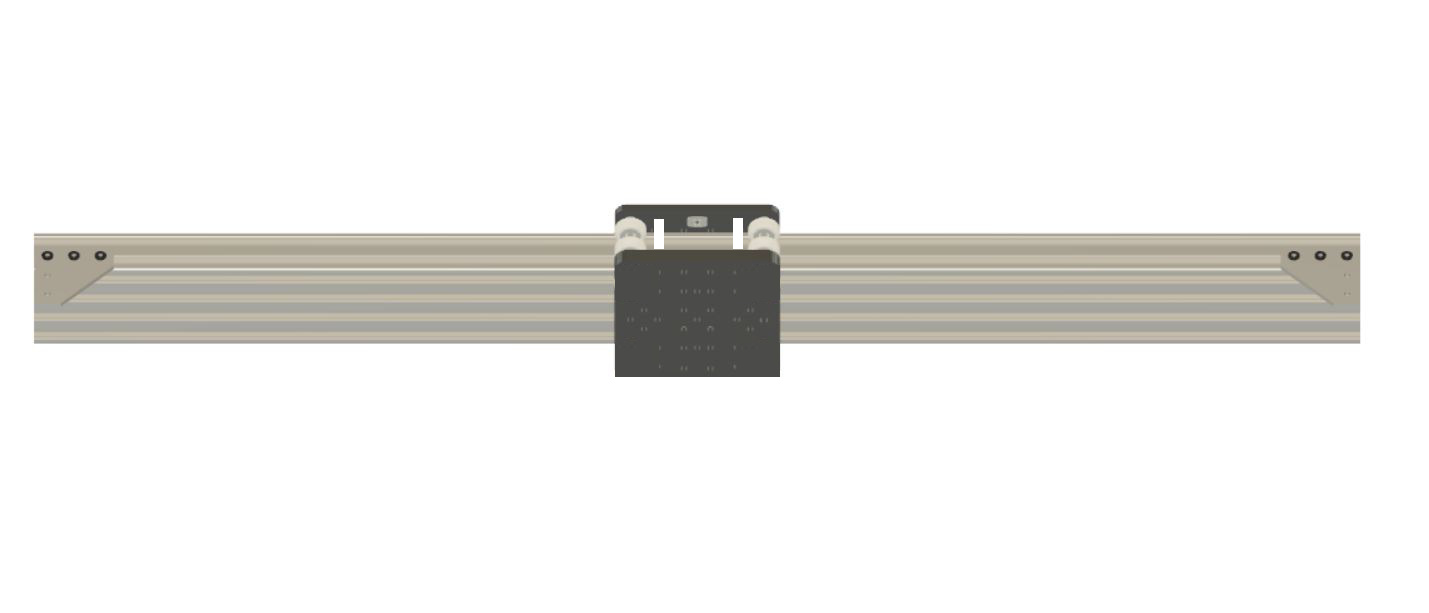
最後にサイドにあるY軸ユニットをスライドして位置をチェックし,ボルトの締め具合ももう一度チェックしましょう.
3.X軸合体
| 使用部品名 |
個数 |
| X軸ユニット(一、2.で作った) |
1 |
| C-beamリニアレール1000mm |
1 |
| 垂直ジョイントプレート |
2 |
| 低頭ボルト M5 - 8mm(8mmボルト) |
20 |
| 低頭ボルト M5 - 10mm(10mmボルト) |
6 |
| 低頭ボルト M5 - 20mm(20mmボルト) |
4 |
| 精密直角固定具(黒) |
10 |
| TナットM5(Tナット) |
16 |
| 差込式Tナット |
10 |
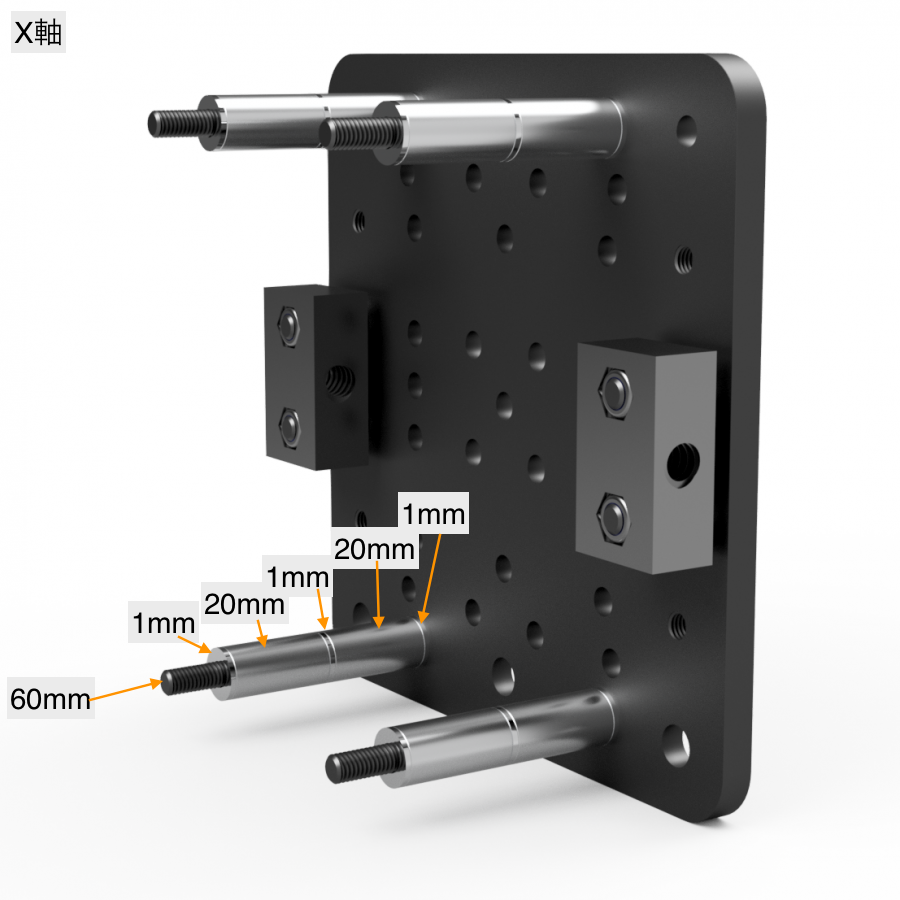
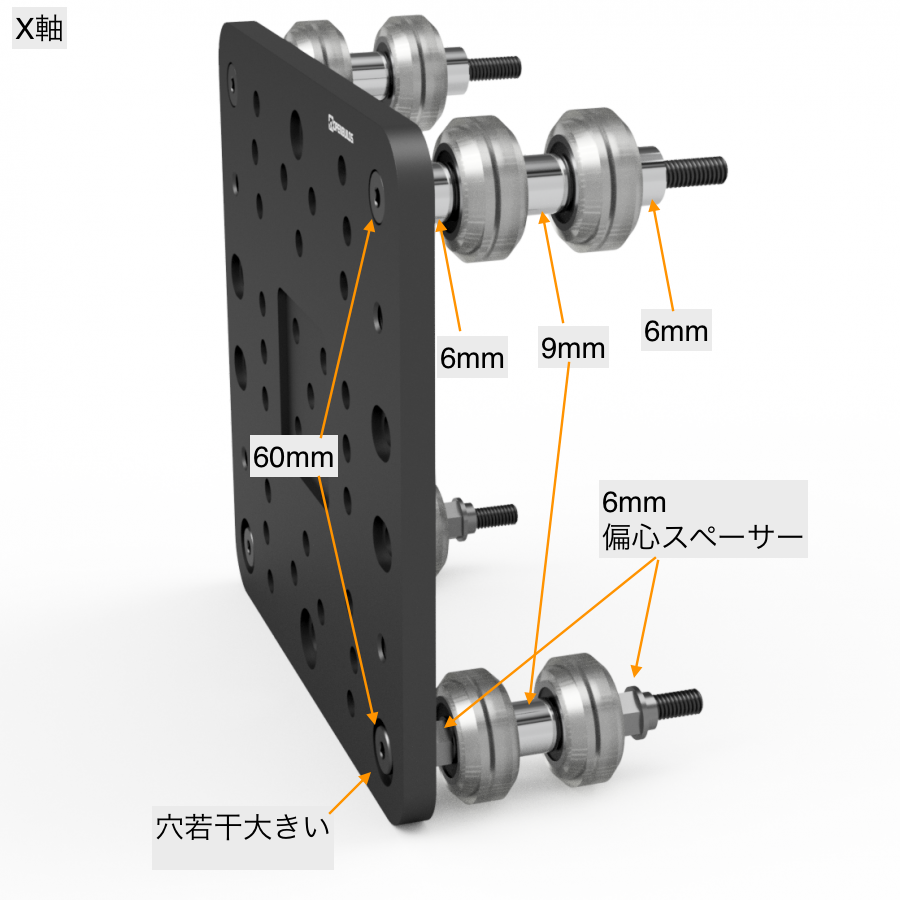
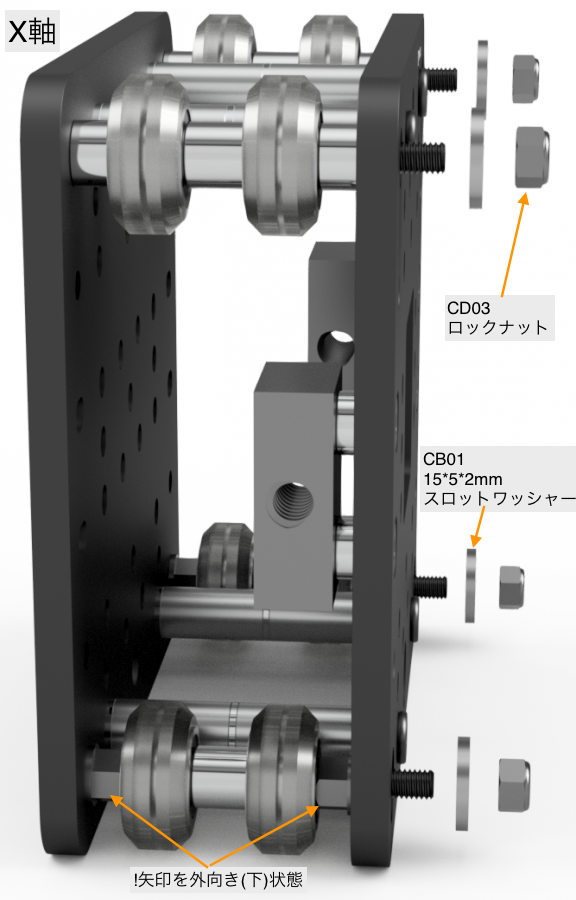
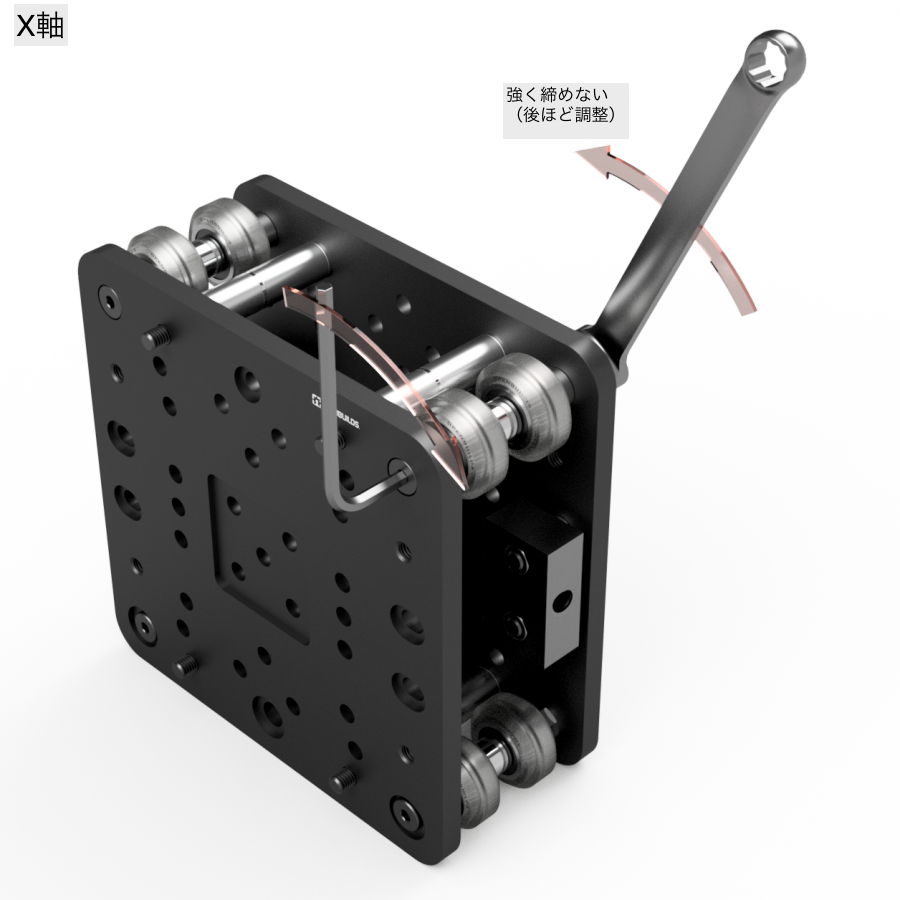
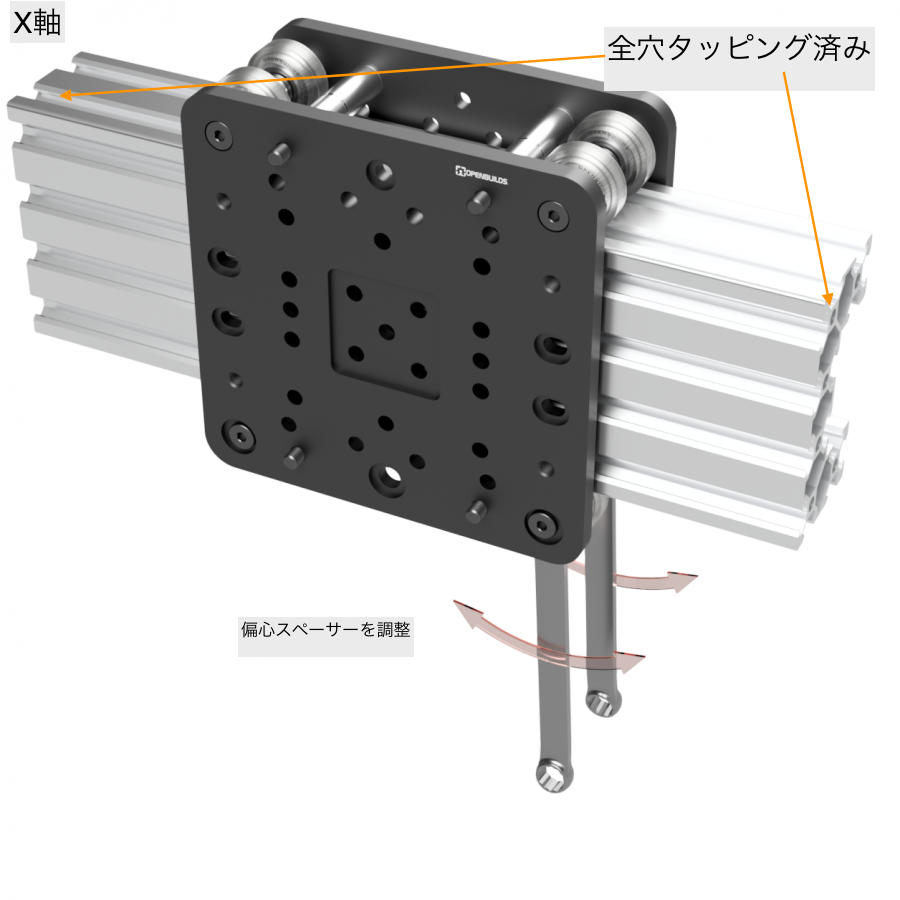
①X軸本体
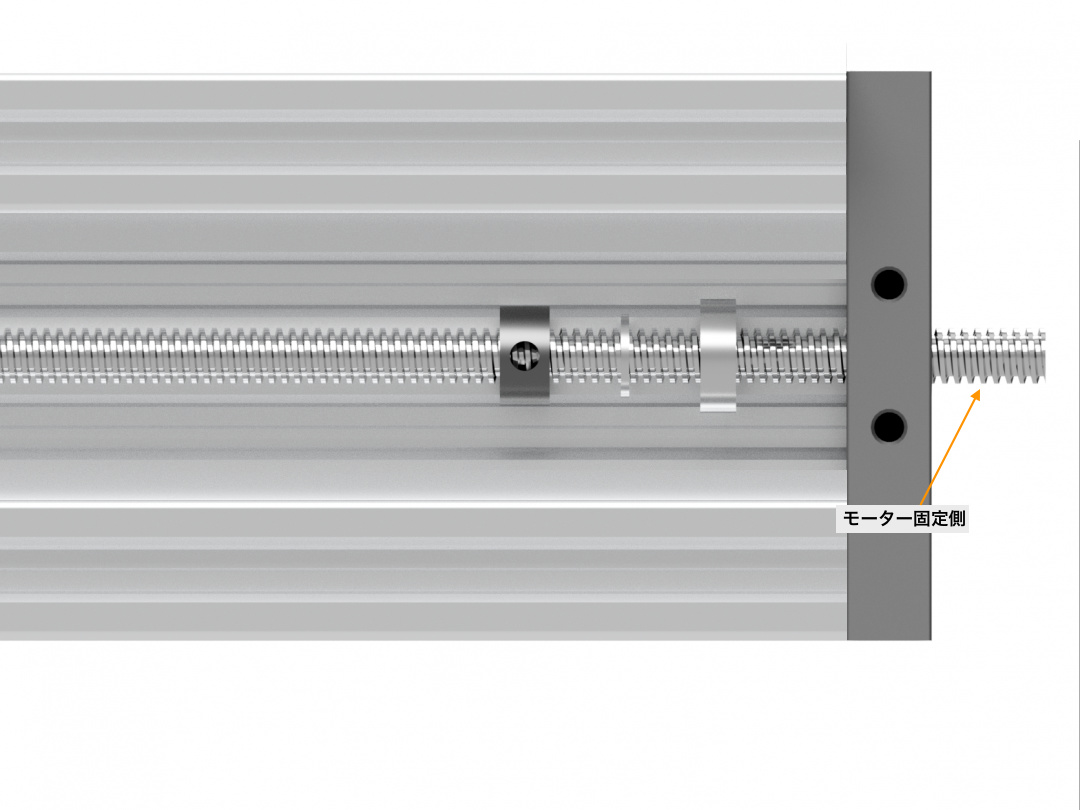
X軸ユニットをCBeamリニアレールに貫通し,
図のように垂直ジョイントプレートを両端にTナットで固定します.
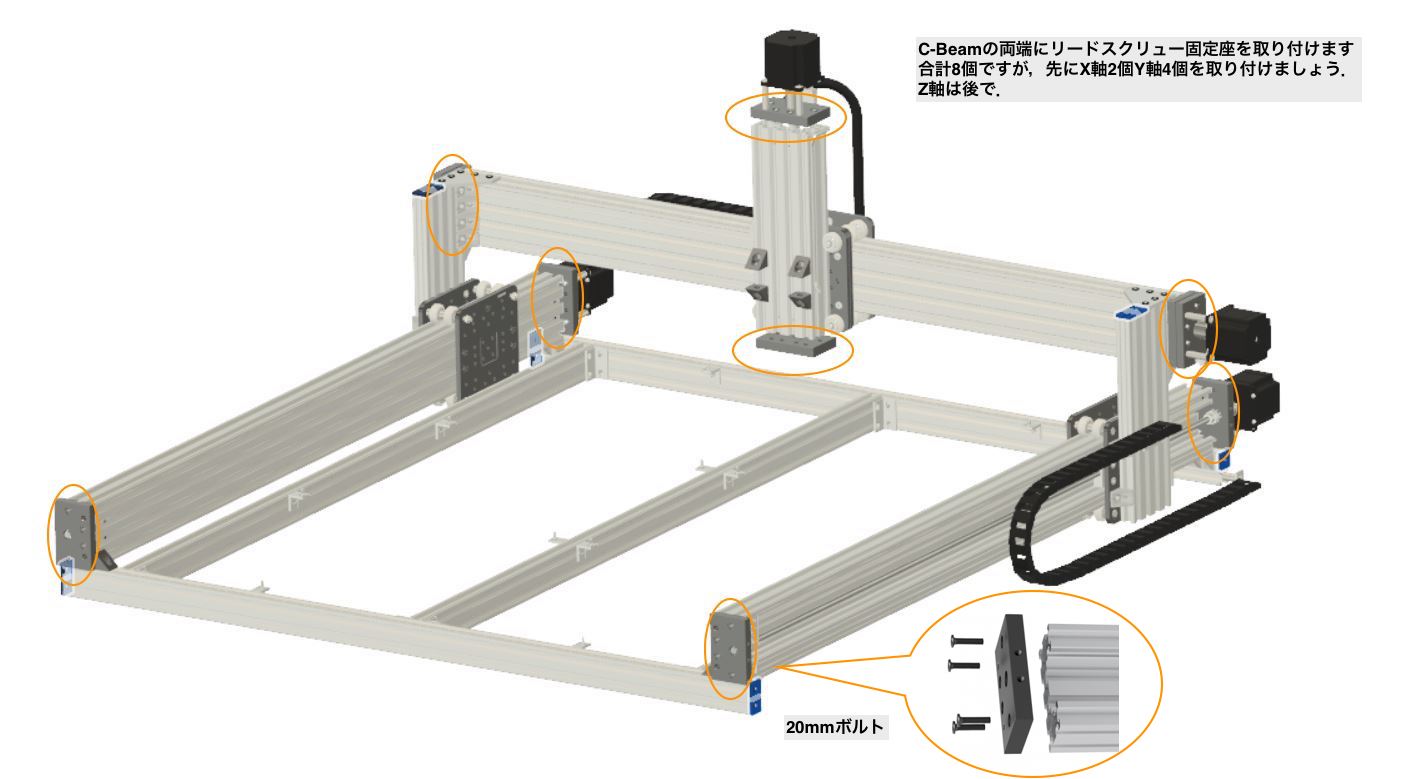
20mmボルト4本をジョイントプレートに置きます.
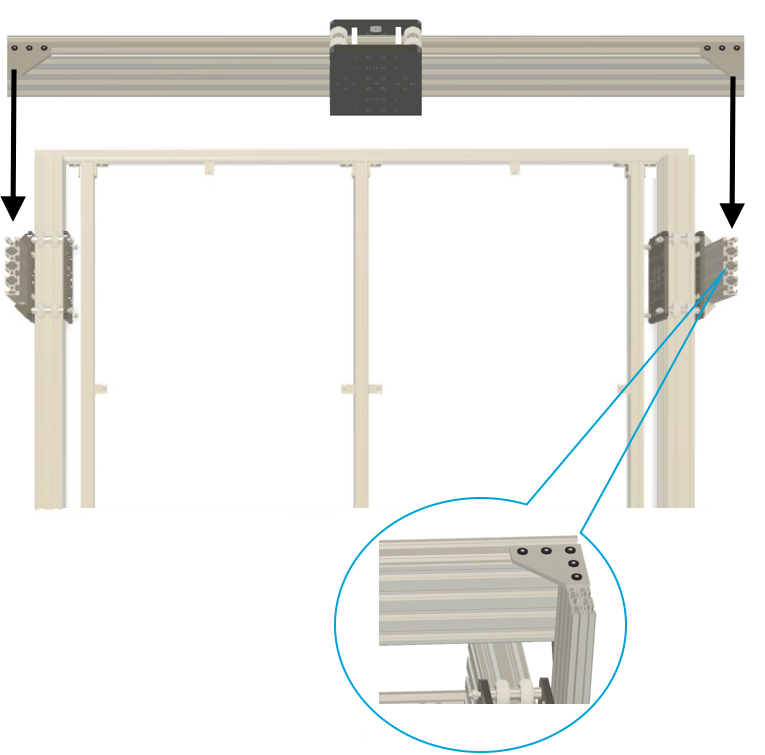
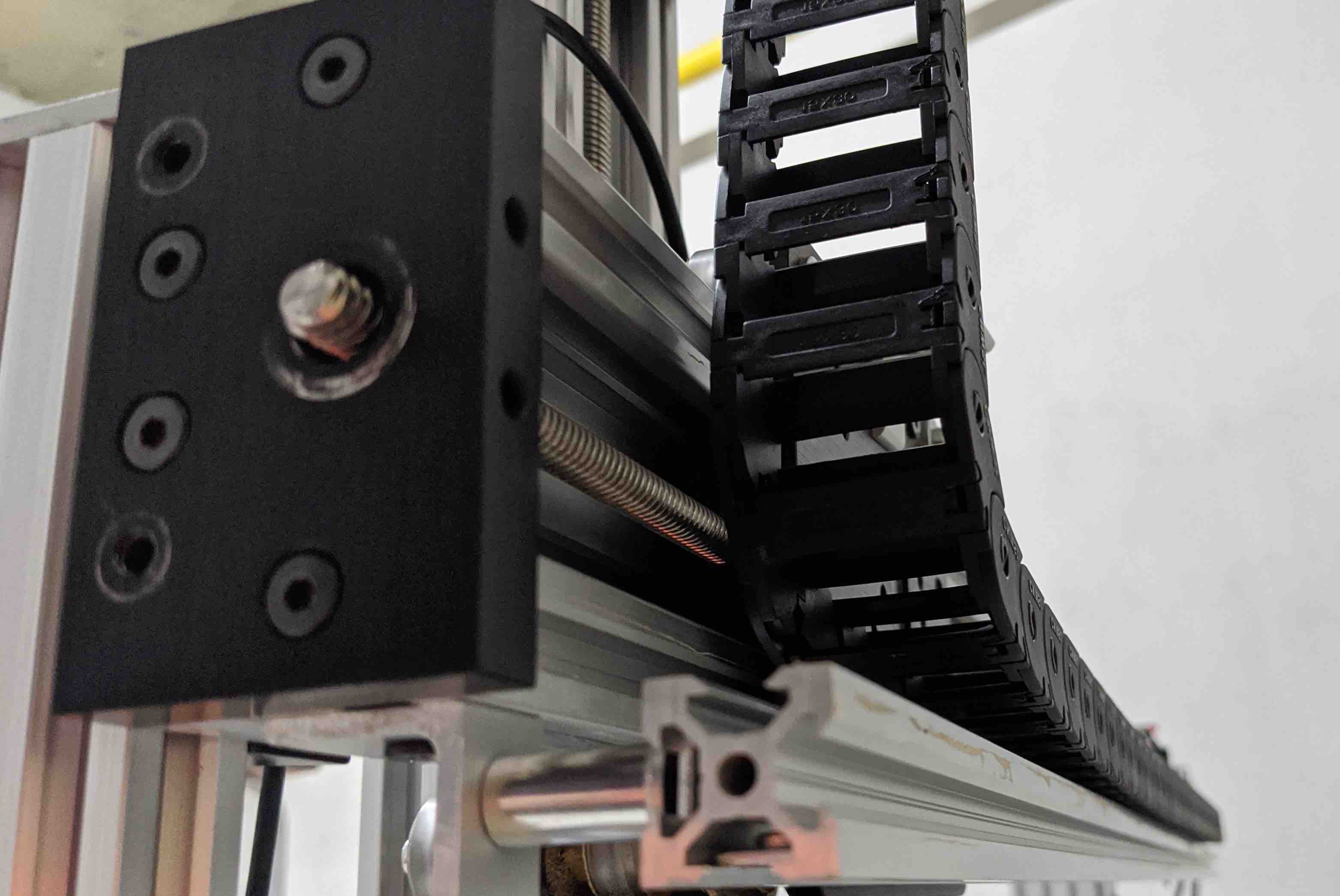
②合体!
フレームにある2つのY軸ユニットを端(真ん中は剛性低いからダメ)に移動し,X軸を持ち上げ、図のように垂直ジョイントプレートをY軸の2080VSlotに置きます.
まだ不安定ですが,片手でX軸を抱き,垂直ジョイントプレートにある20mmボルトを2080Vslotのタッピング穴で固定します.
③補強
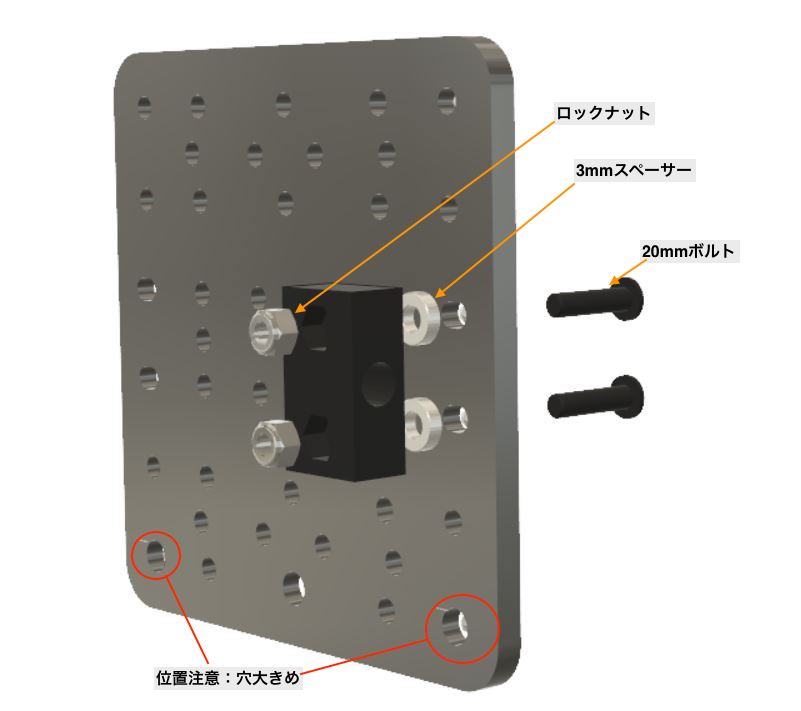
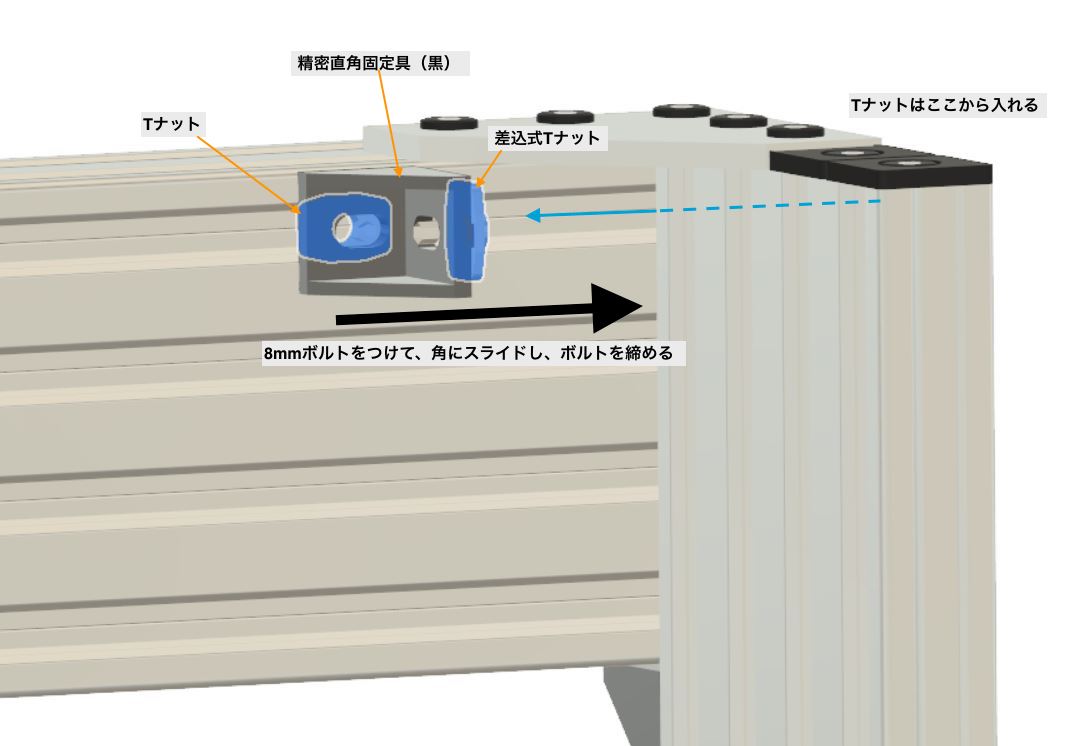
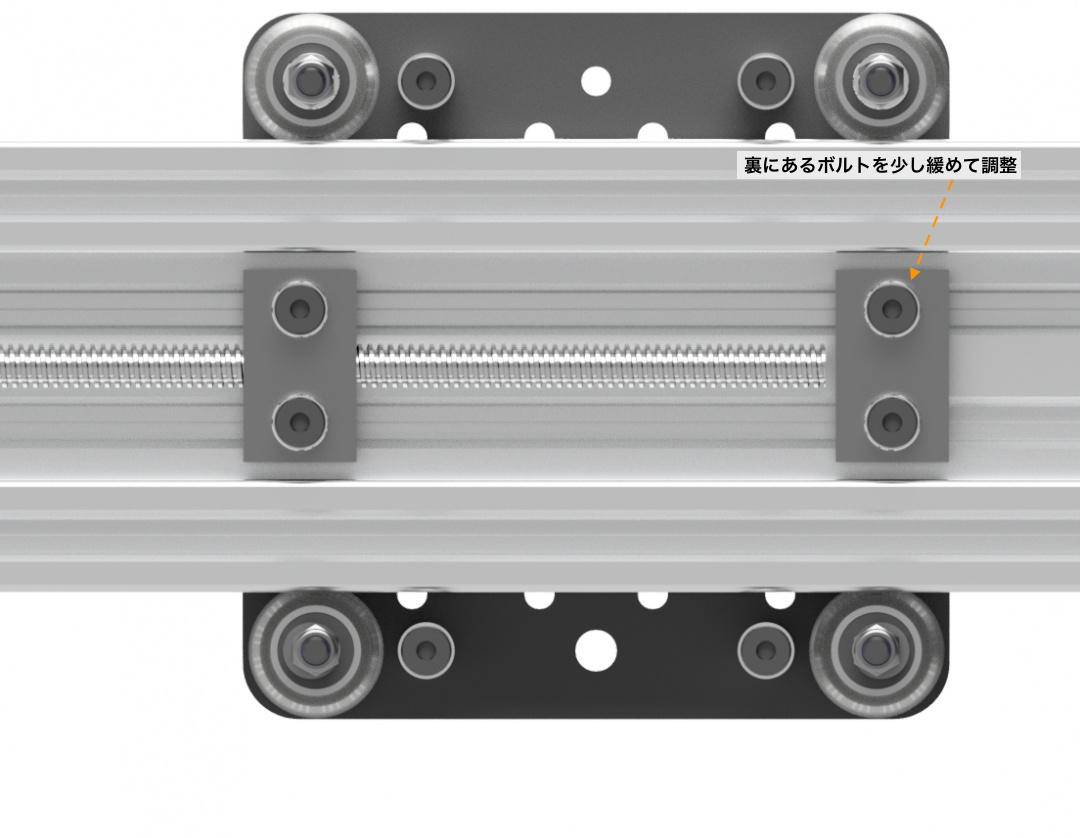
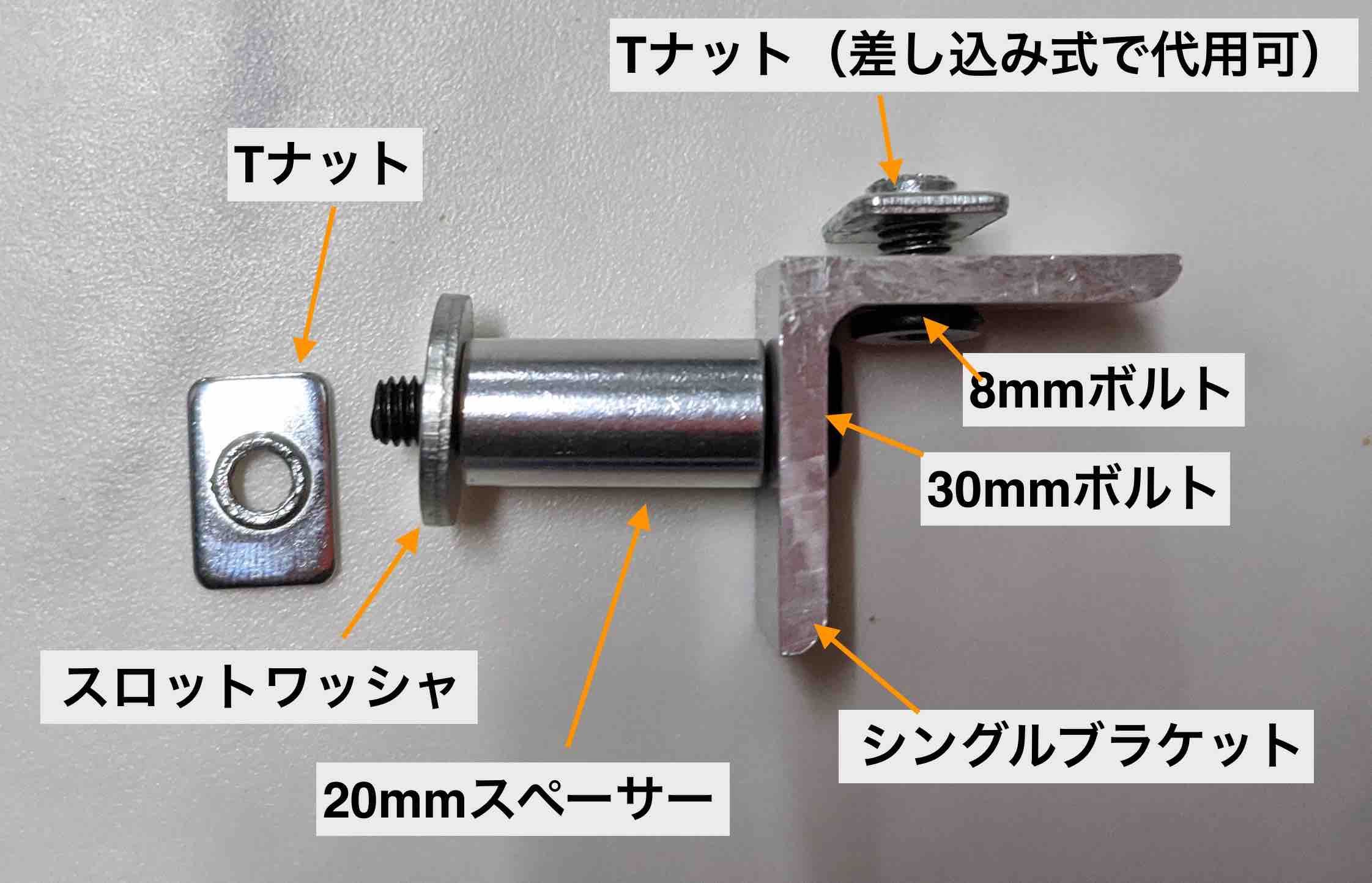
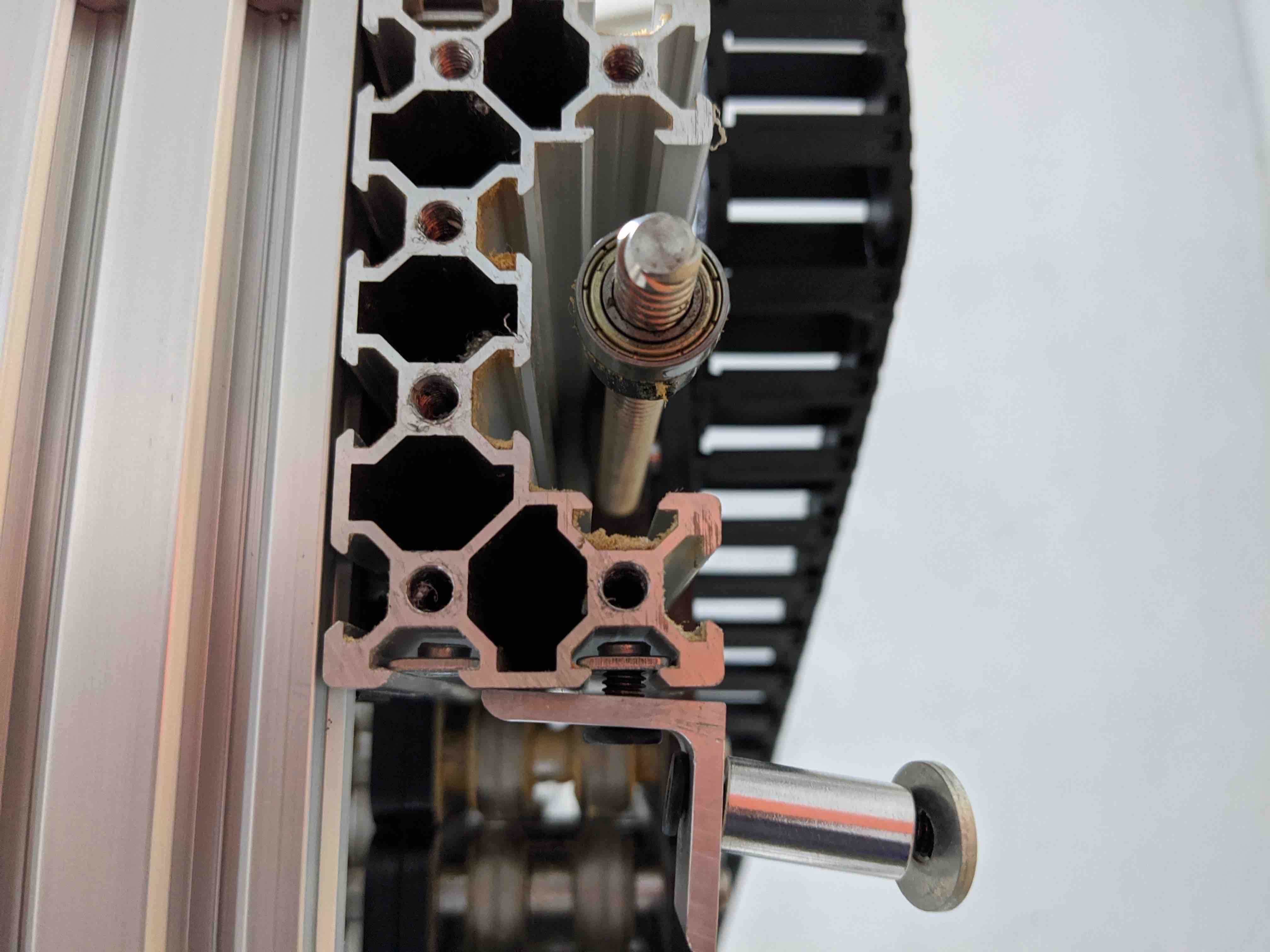
Y軸と同じように,X軸のC-beamリニアレールの端面も2080Vslotの側面にぴったり同じ平面になっているはずです.今の状態では,C-beamの穴からTナットを入れることができますが,2080Vslot側からTナットを入れることができないので,直角固定具のC-beam固定側は普通のTナットで,もう片方は差込式Tナットで固定します.(下の画像を参照してください)
Tナットと差込式Tナットの違いはこの記事を参考
下から直角固定具1個x2サイト ,側面から4個x2サイト.
合計10ヵ所を精密直角固定具(黒)で補強します.
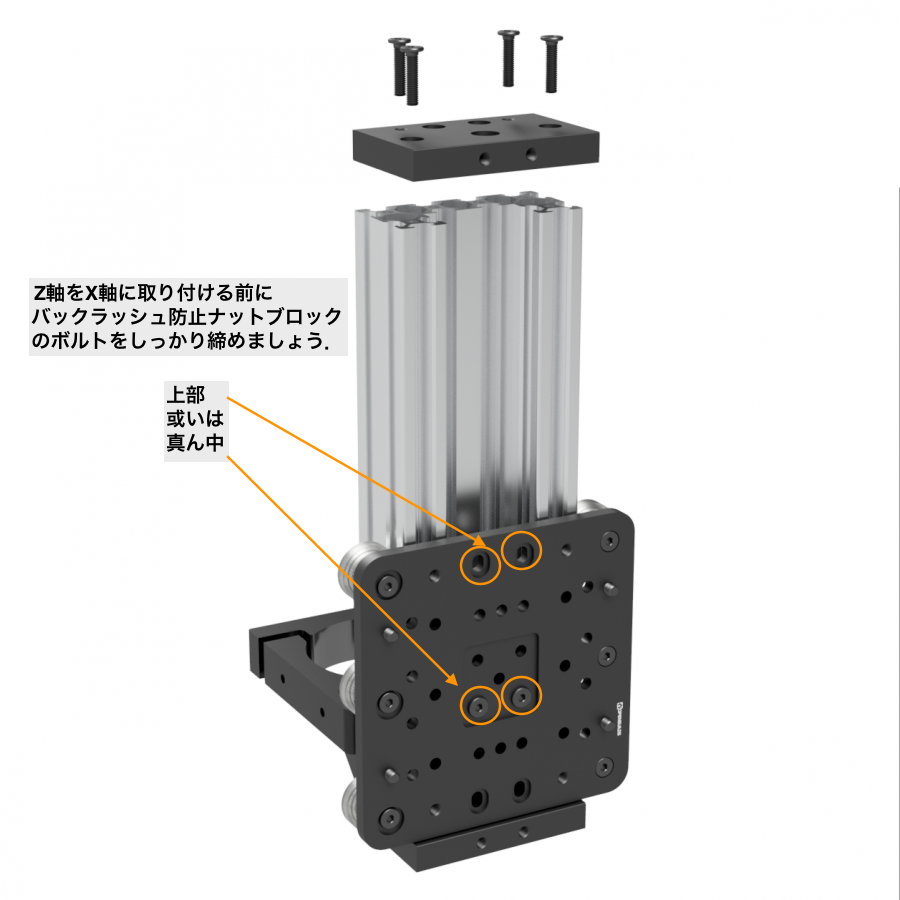
これでX軸は完成で,次はZ軸です