Gym
2019 年 7 月 8 日午後 5:33
1
エンドストップキットを購入したので配線とか設定の覚書をば
CNCxPRO V4はCとNO、V5ではCとNCを使うのがデフォルトになっているようです。
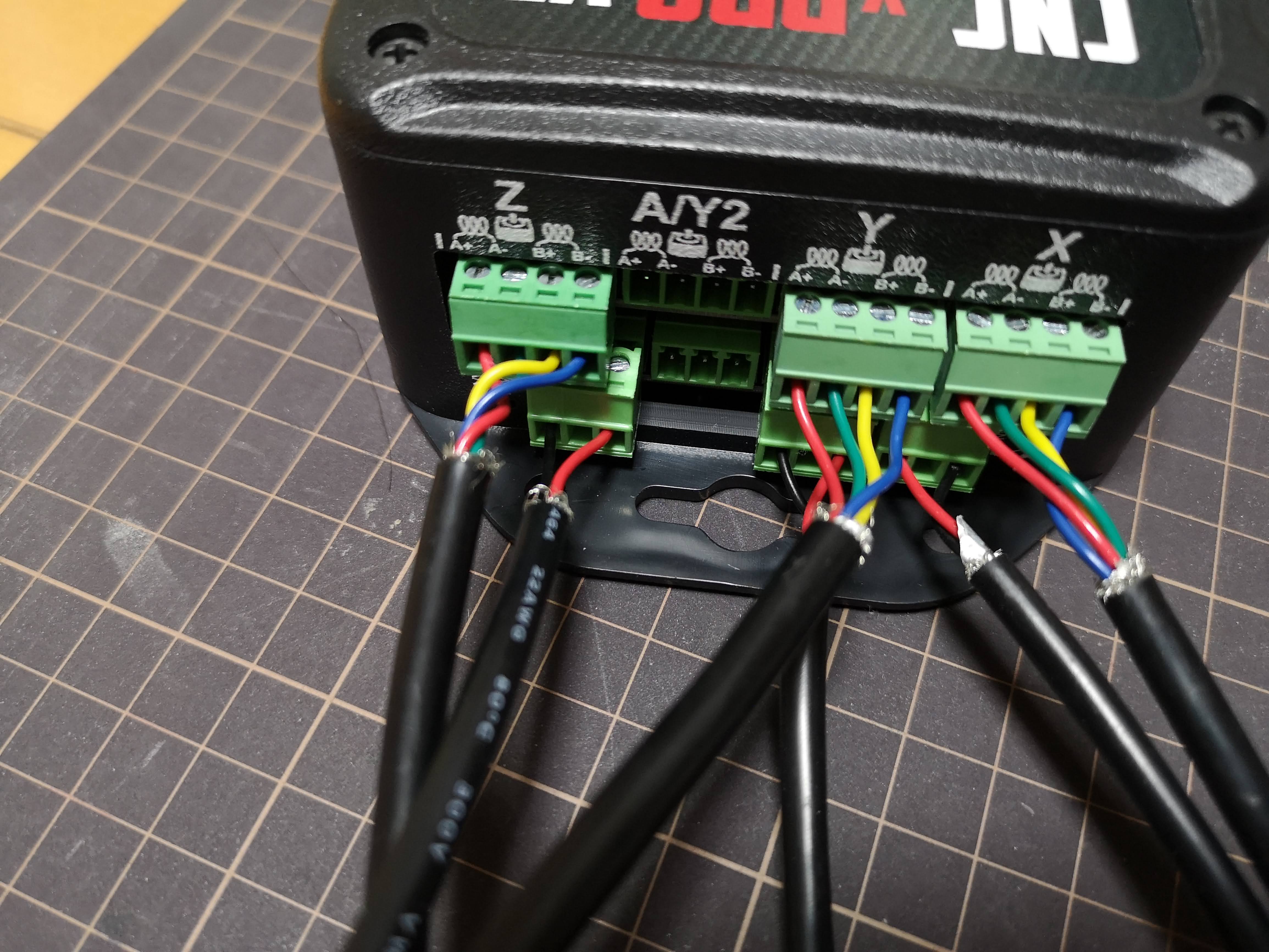
CNCxPRO V4の場合、リミットスイッチのケーブルのLimitSwitchと書かれているところに延長ケーブルを配線します。
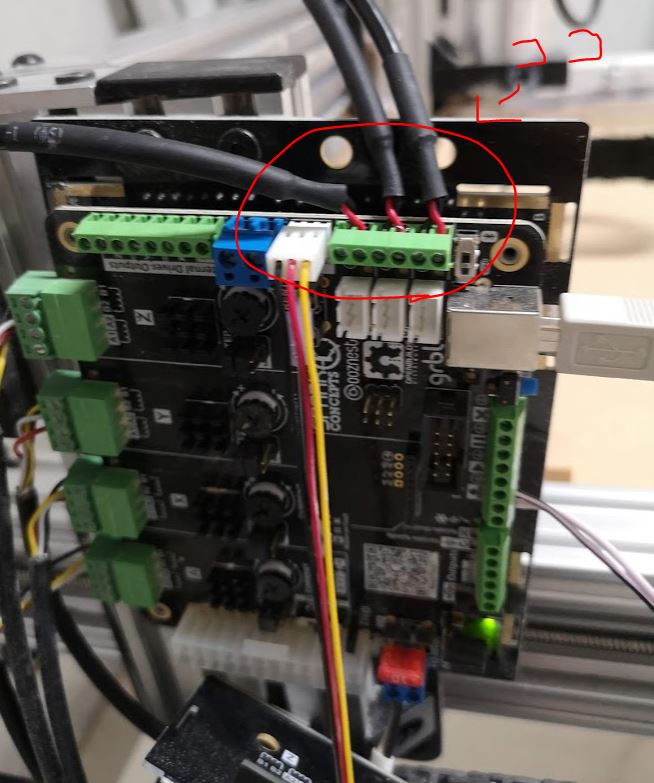
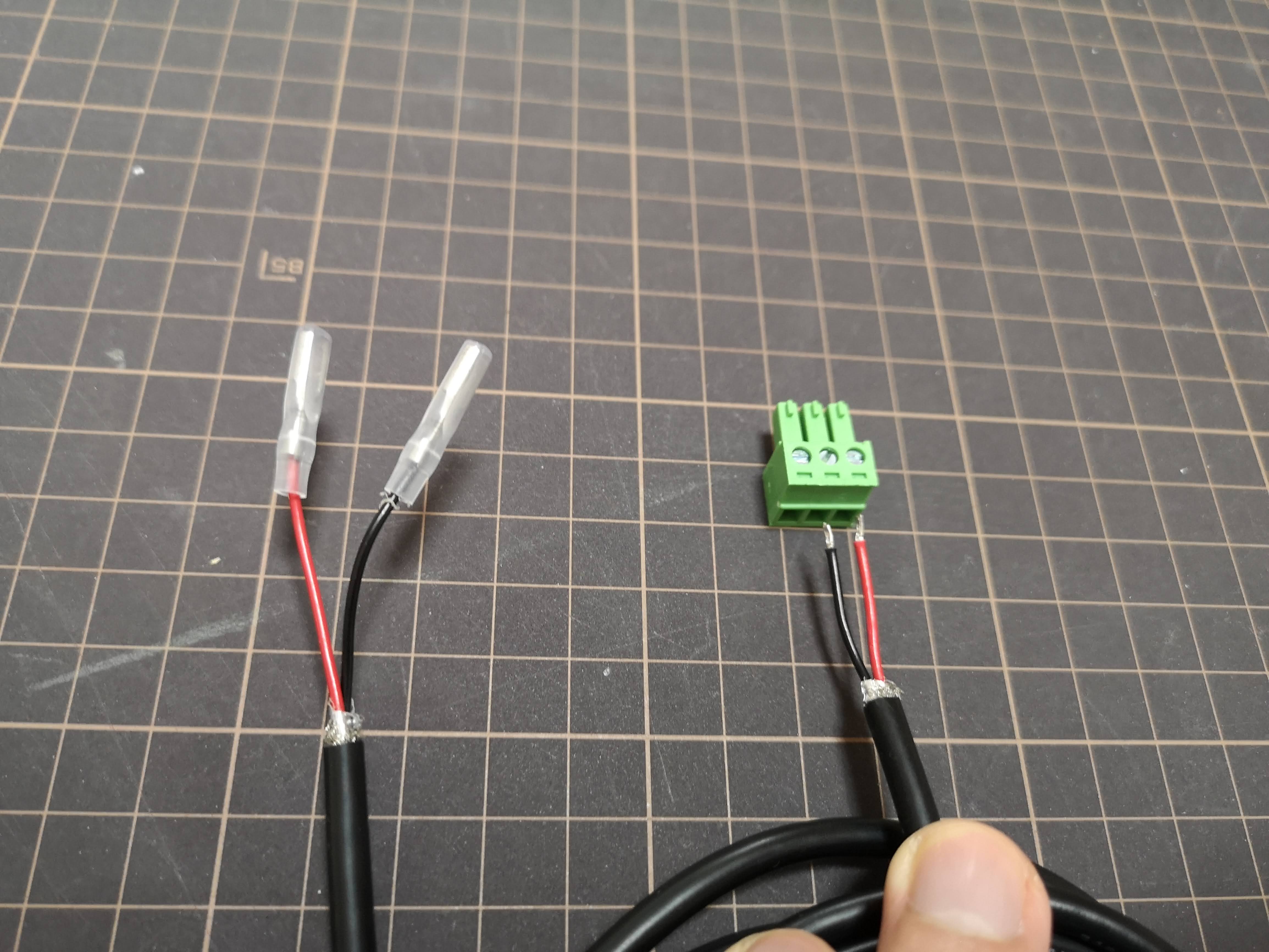
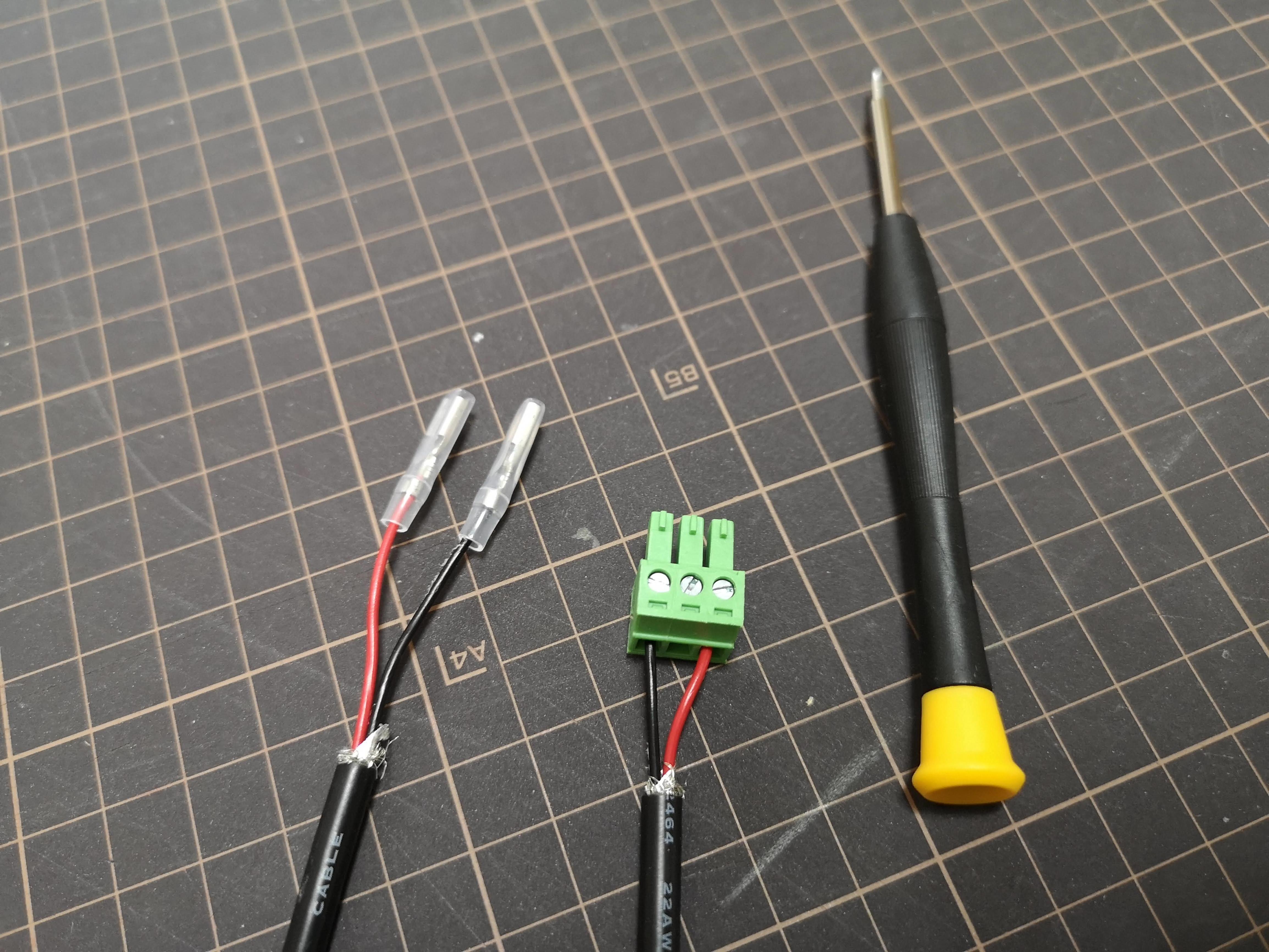
CNCxPRO V5の場合は先端にコネクタを取り付け、基板ボックスのモーターの下に接続します。
反対側はスイッチの足にハマるように処理されていたのでCとNO、もしはNCに差し込みます。
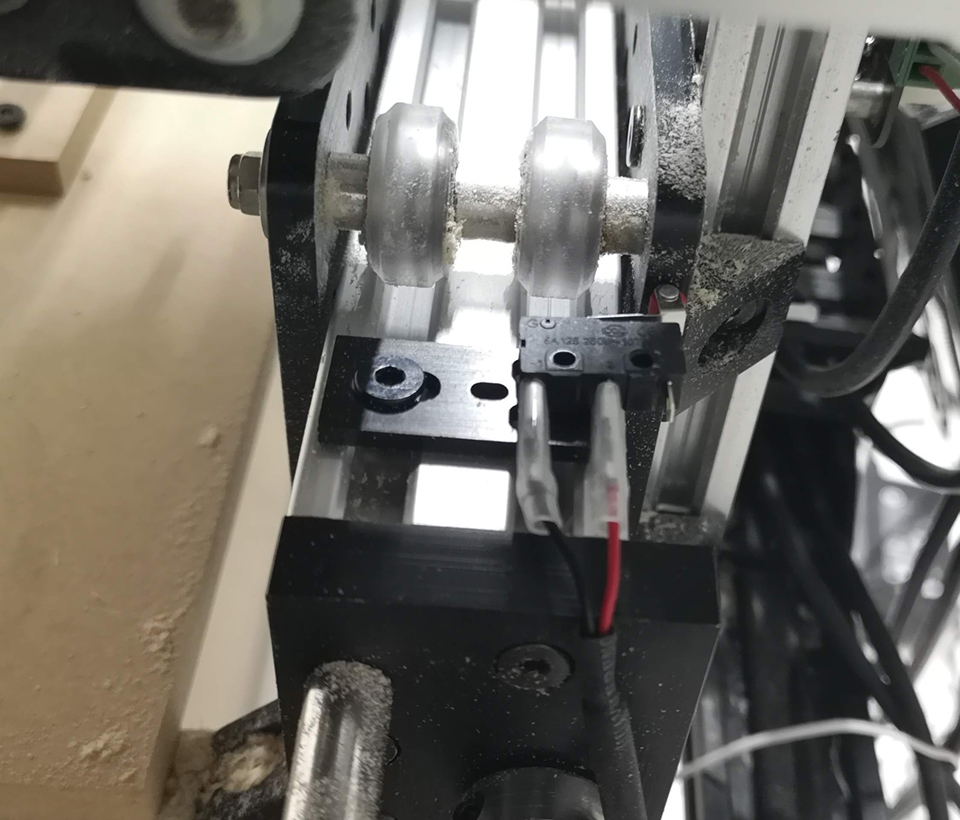
スイッチ本体の穴が小さく、M5のネジが入らないので付属のネジとプレートを間に挟んでV-slotとかに固定します。
ホーミング動作のデフォルト設定ではXYZのプラス方向に移動しますので、スイッチも基本的にはプラス側に付けます。
XとYはレールの端っこに固定すればいいだけなので簡単でしたが、Zの固定場所は悩ましかったです。最終的にZ軸の一番下のエンドマウントの裏にネジ穴があるのでそこに固定しました。もっといい方法があれば教えてください。
Gym
2019 年 7 月 10 日午前 7:16
2
GRBLの設定で関係のあるところは
ここの設定でリミットスイッチを使ったあれこれの挙動が変わります。
$5=0
$22=1に設定することで$H コマンドでホーミング機能が使えるようになります。(恐らくデフォルトだとオフになっています。)
|$20=0|Soft limits, boolean|
|$21=0|Hard limits, boolean|
$23=0|Homing dir invert, mask|
|$24=25.000|Homing feed, mm/min|
|$25=500.000|Homing seek, mm/min|
|$26=250|Homing debounce, milliseconds|
|$27=1.000|Homing pull-off, mm|
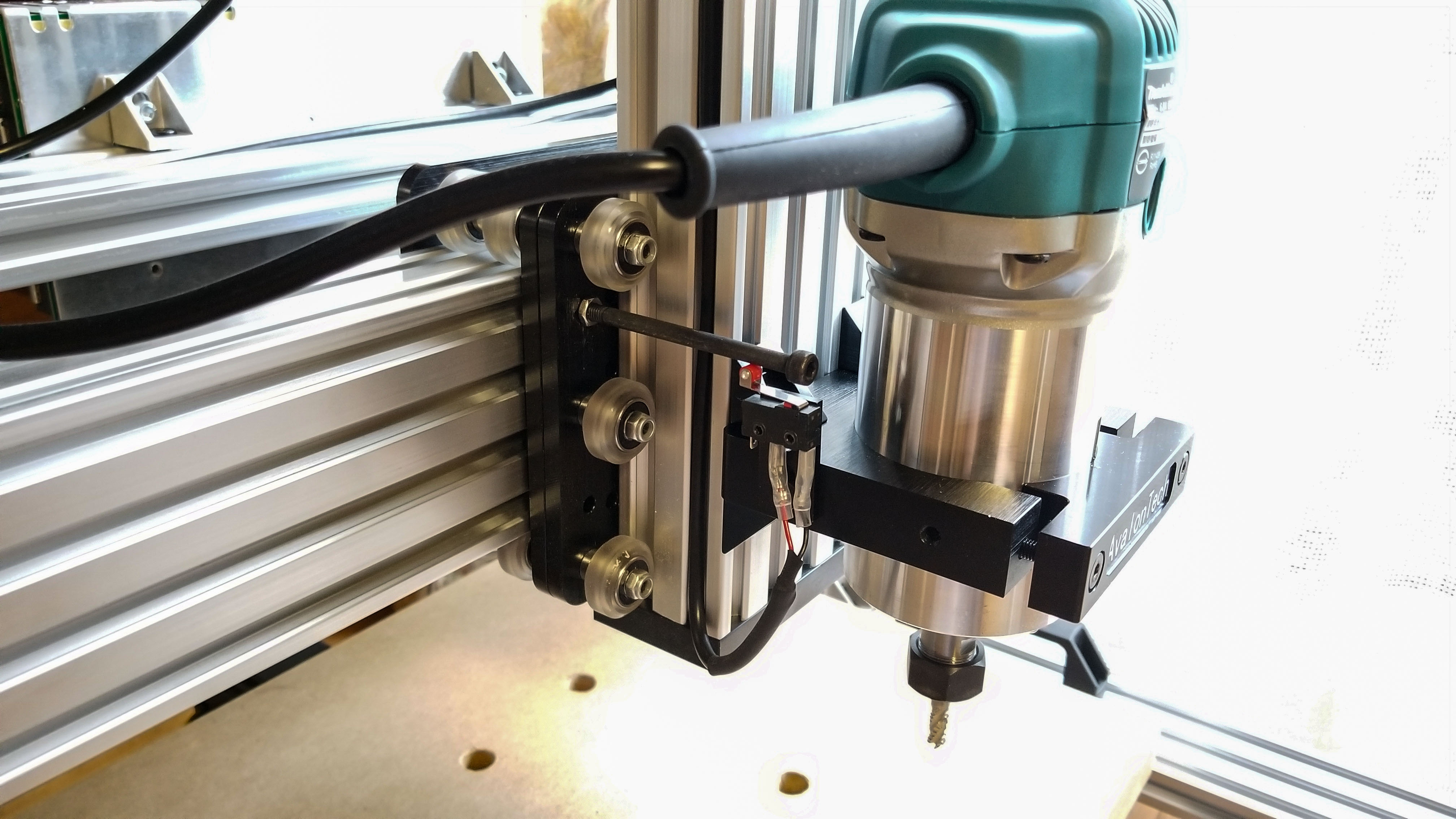
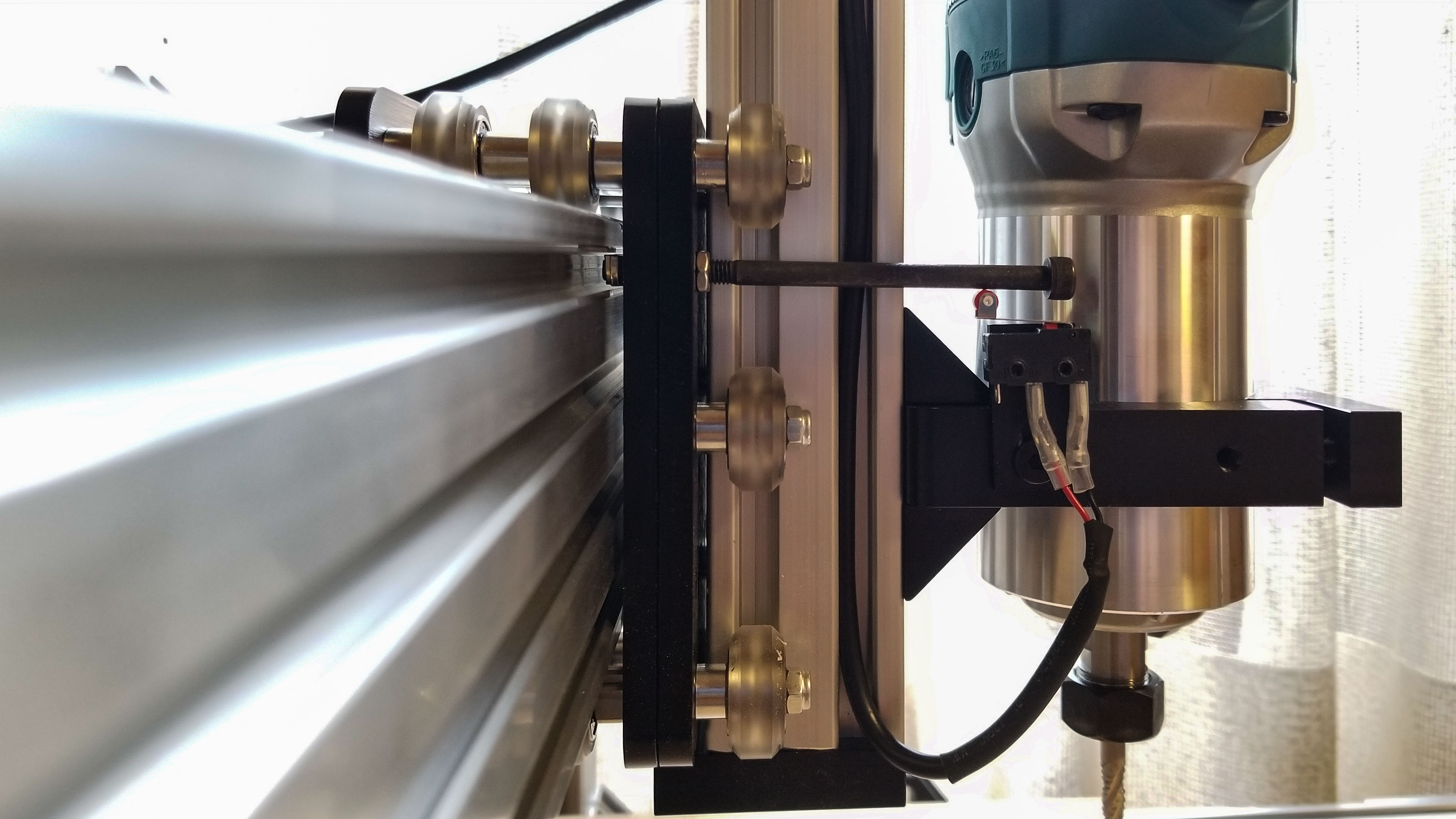
Zの固定場所、私はM5x85mmのネジを使ってリミットを叩くようにしてみました。
ちょうどV-slotにネジが出るので差し込みTナットをひっくり返してV-slotに当たらないように取り付けてみました。
質問ですが、
Gym
2019 年 8 月 28 日午前 9:28
5
Zリミットスイッチの固定方法のアイデアありがとうございます!自分のやり方だとZのストロークに影響があるので、YoshiYoshiChanChanさんの方法をこちらでも試してみようと思います。
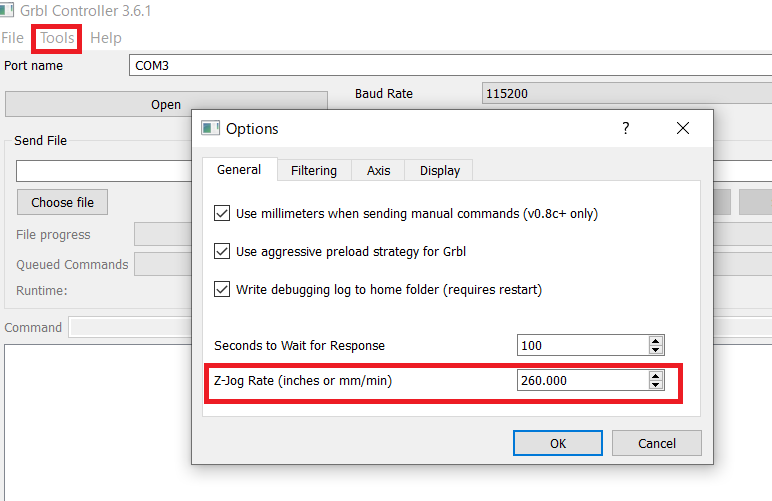
ホーミング動作後の加工原点までの移動はボタンポチポチでの操作で行っています。
GRBLコントローラーではこのZ-jogの速度になりますが、CNCjsという他のソフトの場合は上限速度(2500mm/min)なのでかなり早いです。不慣れなうちはゆっくりの方がいいと思いますが、慣れてくるとCNCjsのほうが多機能なのでおすすめです。
ありがとうございます。むっちゃ助かります!!
CNCxPRO V5へのアップグレードに伴い、一部写真などを追加致しました。
kamigo
2020 年 10 月 1 日午前 5:57
8
staffさま
CNCxPRO V5アップグレード写真追加ありがとうございます。参考にさせていただきました。
Z軸のリミットスイッチの付け位置を悩みました。
リミットスイッチの付け位置をこのトピを参考に、3Dプリンターで部材を作り
yuking
2020 年 11 月 4 日午前 1:18
10
CNCjsでZ軸のみホーミングがされないのですが対処方法をお教えください。
使用している制御基板 CNC xPRO V4
CNC xPRO V5のスレッド情報にある
Hi Friends,
This error is becuase Homing was moved to a user defined setting. This lets you set custom Homing sequences for different machines. To complete a Homing cycle using $H command you will need to set the board to Home with $22, and also tell it which axis to home first using the $Homing/Cycle settings.
If you send command ‘$S’ you will be able to see all the settings, Homing Cycles are listed near the top and they will show blank.
Example of how to set this up -
Send these command…
Hi Yuking,
It sounds like you have a “laser” version of GRBL installed that will not home the Z axis. I would recommend reinstalling the firmware, directions here: (https://www.spark-concepts.com/blog/how-to-reflash-grbl-to-the-cnc-xpro/ ). Before you update formware, send command ‘$$’ and note your current settings, these will be lost.
FYI - the commands for the V4 and V5 are not interchangeable.
Let me know if you have any questions,
nyaru
2020 年 11 月 4 日午前 5:11
12
Hi Mike,
I don’t know yuking changed or not changed v4 to “laser” firmware.
And Do you mean “laser” version is laser mode in grbl1.1? ($32 = 1)
最初からレーザー用ファームウェアがインストールされていることはあるのでしょうか?
yuking
2020 年 11 月 4 日午前 5:43
13
こんにちは、nyaruさん
CNC xPRO V4(ArtCNC1015セット)は購入してからそのまま使用していて、レーザー用のファームウェアを導入したことはありません。
Hi Mike,
手順を教えていただきありがとうございます。
yuking
2020 年 11 月 5 日午前 1:43
14
こんにちは
ファームウェアの更新手順が英語で少し解りにくかったのですが、
これらの日本語サイトも参考にして更新を終えることができました。
また解決策を教えてくれたMikeさん、nyaruさんありがとうございました。
「いいね!」 1
【ホーミングができません】
リミットスイッチの配線をしました。スイッチを指で押すと
CNC xPRO V5のスレッドをみて、
次に、
$ Homing / Cycle2 = Y
上記の投稿にあるように
Gym
2020 年 11 月 8 日午前 5:03
16
こんにちは。
$ Homing / Cycle2 = Y
こちらでは$22=1でZ軸のホーミングが行われ、その後XYを同時にホーミング と動くのですが、ホーミングボタンを押してもZのホーミングがはじまらないでしょうか?
こんにちは!お返事ありがとうございます。
リミットスイッチを押すと基板自体の対応するLEDランプも点灯します。
$22=1にはしていますが、
関係があるかどうか分かりませんが、OSはmac os high sierraです。
恥ずかしながら、改めてコンソールを確認したところ$22=1になっていませんでした。
$22=1
にしたらきちんと動作しました。大変失礼しました。
たびたびすみません。
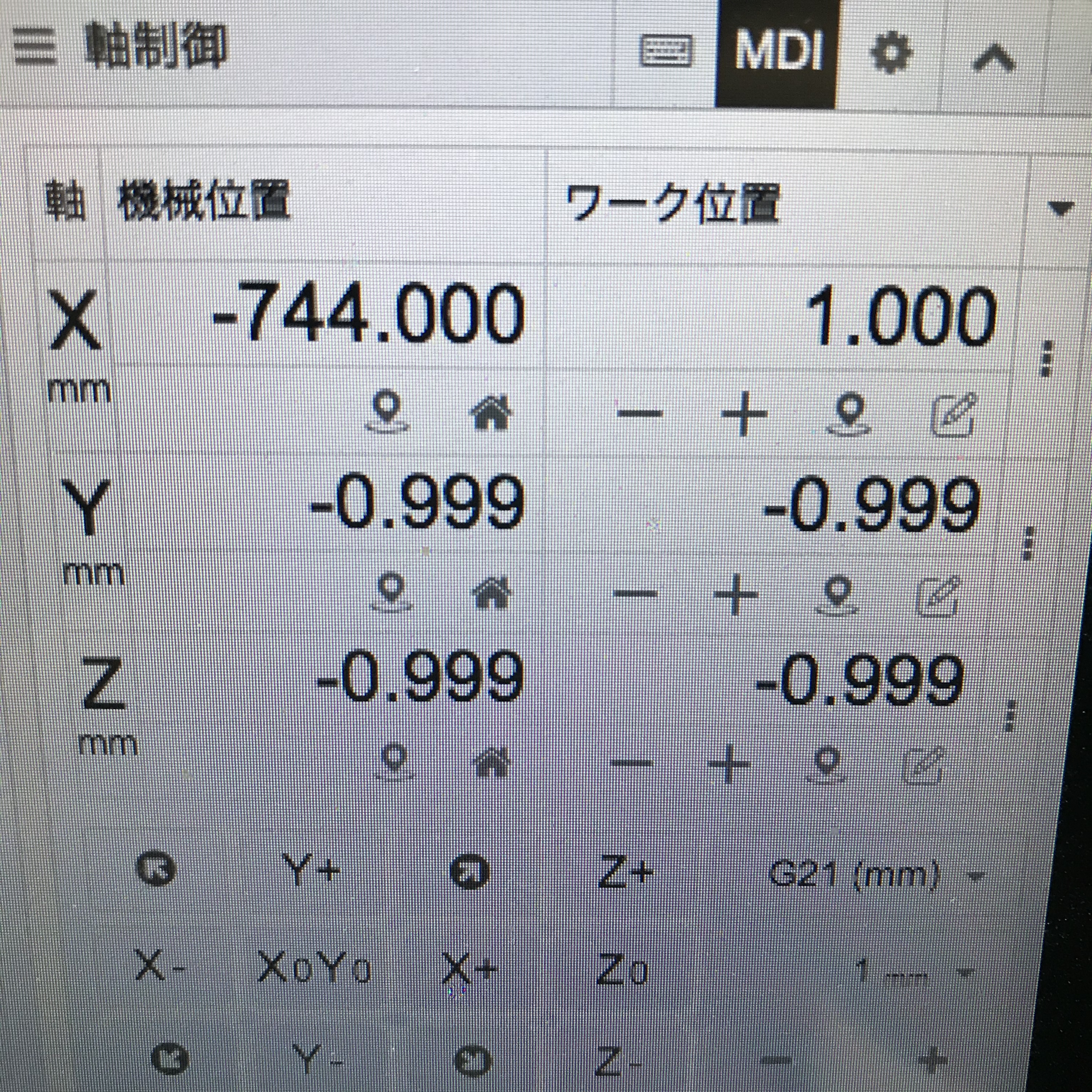
ホーミングは正常に機能するようになりました。
そうすると、下に添付した画像のように、
nyaru
2020 年 11 月 8 日午後 11:45
20
こんにちは
デフォルトではホーミングはプラス方向にスイッチがあるものとして動きます.
Xの方向がautomatamakerさんの期待している方向とは逆であるために発生していると思うので,
「いいね!」 1
おかげさまで仕組みが分かって解決しました。