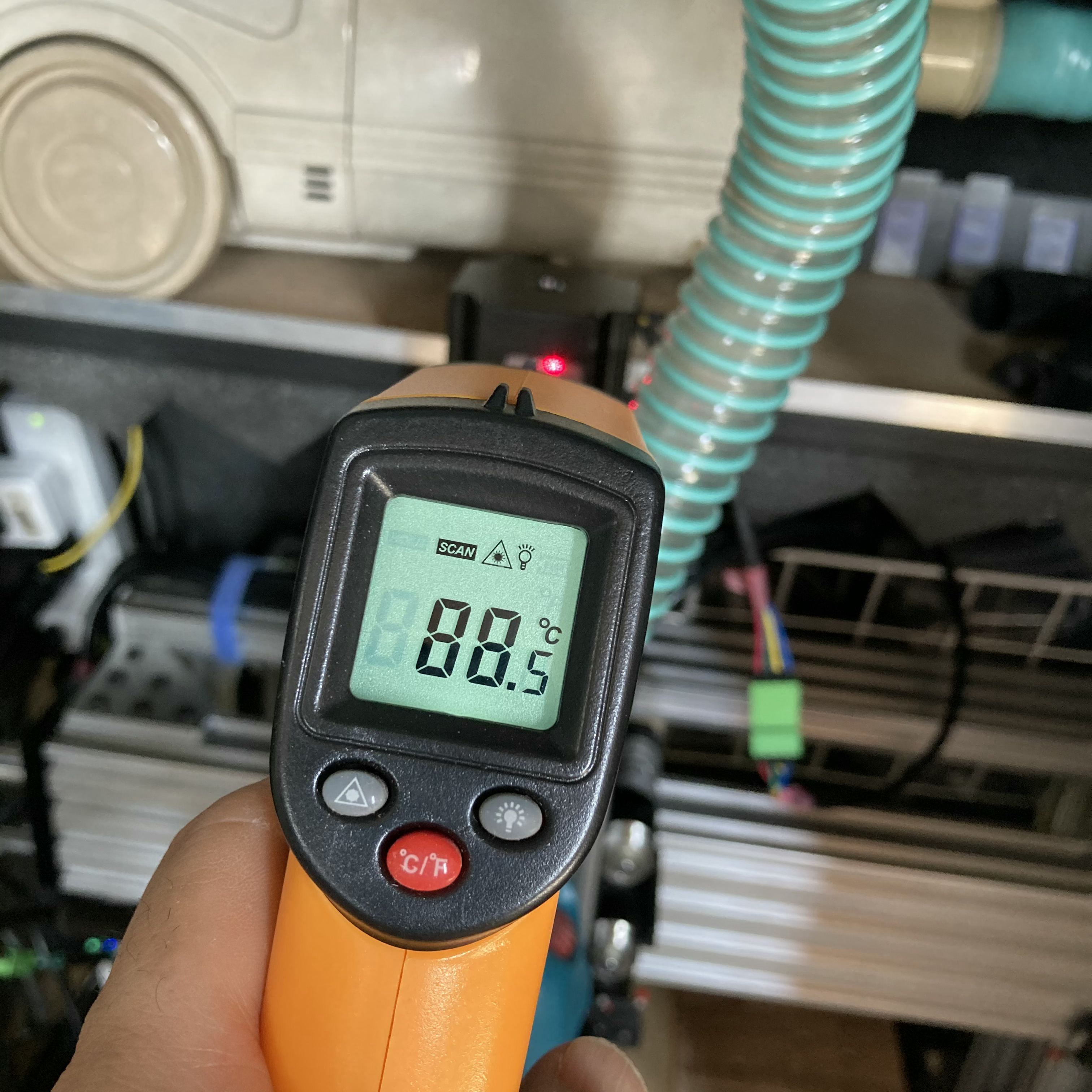
30分程度切削した後に、Z軸ステッピングモーター表面温度を簡易測定してみたら90度近くありました。
長時間の切削も想定してますので、もしこのモーターの許容温度(適正温度?)がわかれば教えてください。(Avalonサイトの商品説明ページには温度についての表記は見つけられませんでした)
また不注意に高温のモーターに触れて火傷しないよう、まずは稼働時のモーター負荷を下げるべくナットブロック(Z軸は余分に付けてました)を緩めて、上記の許容温度に対して調整していくつもりです。
いずれは放熱対策にヒートシンクをモーターに貼り付けることも考えているのですが、その他に温度管理に何か対策されている方がいらっしゃば是非ご教授お願いいたします。
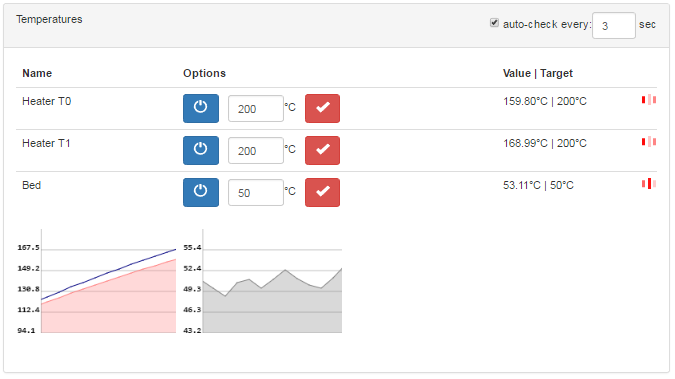
理想を言えば、WebUI(もしくはCNCjs)画面で温度の変化の推移が監視できるようになればいいなと思っています。
githubのWebUI説明文を読むと、3Dプリンターでは温度パネル(Temperatures panel)から制御および監視できるようなので、いつかCNCでもモーターに温度センサーを貼り付けるなどして同様に監視してみたいものです。
it allows to control and monitor your 3D printer in every aspect (position, temperature, print, SD card content, custom command
https://github.com/luc-github/ESP3D-WEBUI
nyaru
2
測ったことがないので具体的な数値はわからないのですがこれはかなり熱い印象です。
同等のNEMA23モーターを探すと最大動作温度は80度のようでした。なので温度は下げるべきです。
3Dプリンターでの似たようなトピックです。
モーターに流れる電流による発熱のはずなのでモーター電流の設定を見直す(電流量を小さくする)ことで改善するかと思います。
電流値の設定方法は以下です。
CNCxPRO v4
基板上のつまみより調整できます。
CNCxPRO v5
パラメータ$140~$142、$150~$152
Duet3
M906にて駆動電流およびアイドル時の電流量を調整可能です。
これらの設定値はこれといって適正な設定値はなく、モーターの定格電流を超えない範囲でモーターのトルクを見つつ設定することになるかと思います。
参考:
https://www.orientalmotor.co.jp/tech/qa/detail/0196/
https://www.cnczone.com/forums/chinese-machines/334078-cnc.html
早速アドバイスいただきありがとうございます。
制御基板の情報を併記しておりませんで大変失礼いたしました。
当機はCNC xPRO V5で運用しておりまして、通常は各軸ほとんど60度前後だったところに、今回初めてZ軸の上下動の多い切削(細かいレリーフ模様彫り)だったため再検温してみた次第です。
Z軸に関しては、ナットブロックを余分に付けていた分も含めてかなり強く締め付けていましたので、一旦緩めて様子を見つつ、モーター電流の設定も見直ししたいと思います。(現状は初期設定値のままでした)
その後、Z軸ナットブロックを緩めたり余分に付けていた分を外したりいろいろ試したりしたのですが、前回と同様の上下動の多い切削をした場合だけZ軸ステッピングモーターが高温(90度近く)に上昇してしまいます。
(なので結局一旦外した余分に付けていたナットブロックは直接的な原因ではないとして付け直しています)
そこでアドバイスいただいたモーターの電流量設定を小さく見直すという対策ですが、その分トルクも下がるかもしれないし、かといって一時の切削時のためだけにその都度設定を書き換えるのも面倒だったこともあり、この機に貯まっていたクーポンを活用して高トルクのステッピングモータに入れ替えて試してみることに。
駆動時電流値はとりあえずそのまま($142=2.25)で前回と全く同じ切削をしてみたのですが、今回は60度ぐらいに改善していました。
高トルクのステッピングモータのCNCxPRO v5での設定値がいくつにしておけば最適値($142=2.4ぐらい?)なのかわかりませんが、また温度が上がってしまう状況になったら今度は電流値を下げて対策したいと思います。
「いいね!」 1
こんばんは。
ハイトルクではないノーマルのステッピングモーターを使っていて、真鍮を5時間とか長時間削ってた(切削条件が弱気なので特に時間かかってる)のですが、心配なぐらいモーターが熱くなる現象が起こってました。XYZすべて熱かったです。(自分もパワー下がったら嫌だったので電流は下げませんでした。)
そこでステッピングモーターのサイドの部分に、
下記のヒートシンクを貼り付けて(付属のテープでとめてるだけ)、
さらに、そのヒートシンクに下記のファンをつけてます。
(普通にシンクにねじでとまりました。)
配線は12Vなので余ってたACアダプターに余ってた自動車用の線とギボシでつないでます。
4個セットだったので、なんとなく負荷かかってそうなZ軸だけ1つのモーターに左右2個つなぎました。
温度計持ってないので超感覚的ですが、
短時間切削時は 熱い → ぬるい
長時間切削時は ちょんと触るのもつらい → 熱いけどギリ触り続けられる
ぐらいに改善しました。
また期待した通り、ファンからはぬるい風が出ていました。
居酒屋で来たばっかりの熱燗の徳利をおしぼりなしで持つのが無理なので、
モーターに素手で触れてるってことは、きっと60度以下ぐらいにはなったんじゃないかと思っています。
「いいね!」 1
温度対策について紹介いただきありがとうございます。
今まで非接触温度計で測り比べながらその都度触り比べてきた経験からすると、reboltsさんの素手の温度感覚で正しいと思いますので、ヒートシンク+冷却ファンの組み合わせは熱対策に有効に機能していると思います。
自分はモーターを変えるまでは100均のスマホ冷却扇風機でモーターを冷やしていたのですが、何かの資料にモーター表面温度が90度だとすると内部は120度ぐらいと記されているのを見かけて、発熱後の対策より発熱しない対策に切り替えた次第です。
今回高温になったのがZ軸だけで幸い高トルクモーターに変えてとりあえず解決したのですが、X軸Y軸だとしたら自分の環境では高トルクモーターに交換するスペースがないのでその時は是非参考にさせてください。
「いいね!」 2
morih
7
私の場合あまりZ軸を酷使するような使い方をしないせいか標準のステッピングモーターでも特に問題を感じませんでした。
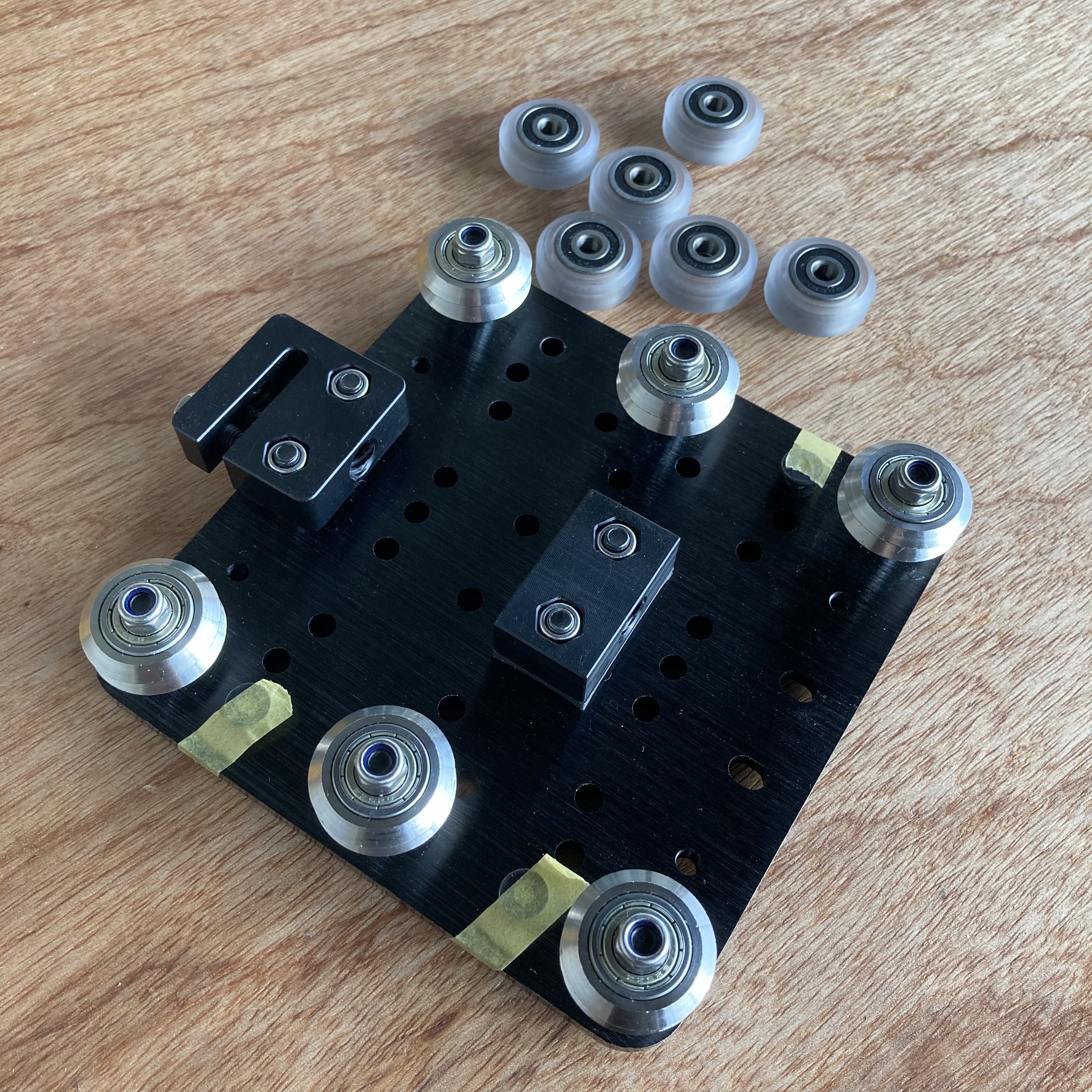
ただどーしても日本製が使いたくてオリエンタルモーターのPKP268D28A2に入れ替えています。
買ってから気がついたのですが、2つ問題があります。
- 取り付け穴が4mmです。テープ等で軸に切りくずが入らないようにして穴径をドリルで5mmに広げました。
- このコネクター付きは多少使いにくいです。オプションのコネクター付きケーブルを買うか、このモーターのコネクターが無いリードが出ているタイプを選んだ方が良いでしょう。
奥行きが短い割にトルクがあります。2.5N・m (2.8A相)
「いいね!」 1
貴重な情報ありがとうございます。
ステッピングモーターの取り付け規格サイズや接続仕様はどれも同じだと勝手に思っていたので勉強になります。
morihさんがこだわって機種選定されたものであれば私も注目して自分なりに研究してみたいと思います。
自分はモーターにこだわりを持つ域まで全く達していませんが、省スペースで工作機械は運用していきたいタイプなので、コンパクトでトルクのあるモーターがあるなら今後の採用対象として検討していきたいです。
morih
9
私は見た目とサイズでどーしてもオリエンタルモーターを使いたかっただけで、特に不満は無かったのですが、それとは別にモーターの仕様がちゃんと書かれているのがメリットだと感じます。
モーターの選び方について一般的な話すると
■ バイポーラかユニポーラか
これはバイポーラを選びます。1相に対して2つの端子があるタイプです。
ユニポーラは1相に対して3つの端子があるタイプです。
バイポーラは電極の+, - を反転してコントロールします。ユニポーラは方向は変えずに繋ぐ端子を切り替えます。
今のモータードライバーはバイポーラを使います。
■何相か
ここで扱っているモータードライバーは2相ですので2相しか選べません。
バイポーラで2相になるので端子の数は4つになります。
■必要なトルク
定格に書かれているトルクはマイクロステップを使わない1相、または2相に電流が流れている状態で力をかけても保持できるトルクです。
回転させると速度が上がるにつれトルクは落ちていきます。
■電流
モーターは電力で動作します。電流が小さいモーターは高い電圧が必要です。逆に電流が多いモーターは電圧は低く抑えられます。
この違いはモーターのコイルに細い導線ぶん沢山巻けば電流が小さく電圧が高いモーターが出来て、逆に太い導線を少し巻けば電流が大きく電圧が小さいモーターになります。
ただし、電流が小さく電圧が高いモーターは制動をかけた時の効きが悪い、早い速度で回すとトルクが落ちます。
私がモーターを買ったときはDuet2だったので2.8Aのを購入しましたが、4.2Aの物の方が良かったかも知れません。
だたゆっくり回せば良いだけの話ですし、実際4.2Aのモーターを使うのはCNCコントローラーが持つか心配になります。
原理を説明すると長い電線を巻くとコイルになります。コイルは高い周波数の交流を流すと電気が通りにくくなりなります。(抵抗値が上がる)これは周波数が高くなればなるほど電流が通りにくくなります。このコイルの値はインダクタンスと言います。単位はH(ヘンリー)です。ステッピングモーターの場合は mH (ミリヘンリー)で仕様書に書かれています。
この値が小さい方が早く回してもトルクが落にくくなります。(他のファクターもあるので確実ではありませんが)
またモーターのコイル成分は発電機としての機能も副作用としてあって磁気の間を回転していると回転速度により電圧が発生します。この電圧の分、同じ電流を流すのに必要なモーターにかける電圧が高くなります。これはコイル成分の値が多いほど高い電圧になります。これがコイルの値が小さい方が良い理由です。もっともそのためにCNCコントローラーは24Vという高い電圧で動作しています。
■ステップ角度
マイクロステップを使わない時の1ステップ毎に回転する軸の角度です。小さい方が1ステップあたりで細かい角度で回りますが、その分1回転するのには多くのステップが必要となり最高回転速度が落ちます。1.8°の物が多いです。
■形状
このあたりはカタログやスペックを良く見るしかありません。
穴の大きさや大きや軸の太さ形状、長さ等が合わないと全く役に立ちません。
あとコネクタータイプかケーブル出しタイプか別売のケーブルが必要かといった部分も考える必要があります。(オリエンタルモーターのカタログを見たけれどケーブル出しの製品が見つからなかった、必要な人は電話等で確認した方がいいでしょう)
あと温度に関して、このオリエンタルモーターのカタログにはケース温度で100℃を超えない事と書いてあります。このあたりは実際に計って使うしか無いと思います。
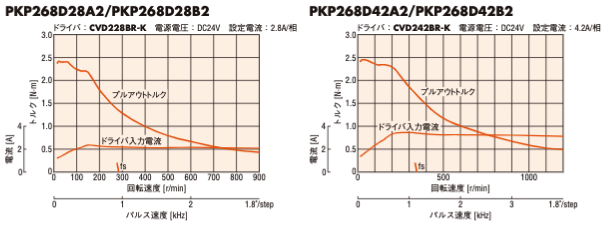
→次の行は1回転で8mmと書いてありましたが、c-beamで使って居るスクリューは1回転2mmでしたので修正しました。(7/25)
上のグラフでPKP268D28A2を使う場合、2N・mを超える領域は150rpmまでです。1回転で2mm動くスクリューを使っている場合150rpm * 2 = 300mm/分 程度になります。
負荷が無く移動だけであれば300rpm * 2 = 600mm/分程度かなあ
「いいね!」 2